Kontaktní špička (proudová špička, kontaktní hrot, průvlek) slouží k rovnoměrnému přenosu svařovacího proudu na svařovací drát a k přesnému a plynulému vedení drátu do místa svařování. Tato malá část hořáku má významný vliv na kvalitu svaru, takže opotřebení nebo nesprávná volba špičky vede ke tření, přehřívání nebo zasekávání svařovacího drátu a nekvalitním svarům. Důležitá je celková geometrie, přesně vycentrovaný otvor pro drát a materiál kontaktní špičky. Obecně platí, že čím vyšší je svařovací výkon, tím větší jsou rozměry špičky. Kontaktní špička se používá v ručních i robotických hořácích.
Průměr otvoru špičky
Otvor špičky určuje, jakou velikost drátu můžete pro svařování použít. S opotřebením špičky se otvor zvětšuje/deformuje a ztrácí se elektrická vodivost, což negativně ovlivňuje schopnost hořáku přenášet elektrický proud na svařovací drát. Opotřebením zvětšený otvor špičky umožňuje zvýšený pohyb svařovacího drátu, což vede ke špatnému náběhu oblouku a snížení kvality svaru.
Závit kontaktní špičky
Závit špičky má přímý vztah k velikosti držáku špičky a také k výkonu svařovacího hořáku. Hořáky MIG/MAG s nižším výkonem používají špičky s menším závitem a naopak. Například do hořáku s výkonem 200 A nedáte špičku se závitem M10 a naopak hořák s výkonem 520 A nepoužije špičku se závitem M6. Nejběžnější závity špiček jsou M6, M8, M10.
Materiál špičky a její vlastnosti
Základním materiálem pro výrobu kontaktních špiček je měď. Má vynikající elektrickou a tepelnou vodivost a dobrou cenu. Měď má však nižší bod měknutí, a proto je náchylnější k opotřebení a není příliš odolná. Proto výrobci hrotů přidávají k mědi další prvky (chrom, zirkonium, stříbro, fosfor, kompozity), aby zlepšili klíčové vlastnosti, jako je vyšší tvrdost, vyšší tepelné zatížení, vodivost atd. Některé špičky jsou galvanicky pokoveny stříbrem (pro zvýšení elektrické vodivosti) nebo niklem, aby byly odolnější proti ulpívání rozstřiku a zvýšila se jejich životnost.
Základní a nejpoužívanější typy proudových špiček jsou:
E-Cu špička vyrobená z čisté elektrolytické mědi ;(99,9 % Cu)
Je vhodná zejména pro svařování při nízkém proudu, protože měkne již při teplotě cca 250 °C. Čistota mědi zajišťuje velmi dobrý přenos proudu, tepla, tepelnou vodivost a snadný start oblouku. Má nižší tvrdost než špička CuCrZr. Používá se hlavně pro ruční svařování nižšími proudy běžným obloukem. Ve srovnání se špičkami CuCrZr má nižší cenu.
CuCrZr špička ze slitiny mědi, chromu a zirkonu
Díky tvrdosti chromu a zirkonu se používá pro ruční i strojní svařování, pro vyšší tepelné zatížení, pro střední a vysoké proudy, pro pulzní obloukové svařování a pro aplikace chlazené kapalinou. Špička CuCrZr má vyšší odolnost vůči dlouhým svařovacím cyklům, výrazně vyšší tvrdost, měkne až do teploty kolem 450 °C, ale má nižší elektrickou vodivost než špičky E-CU.
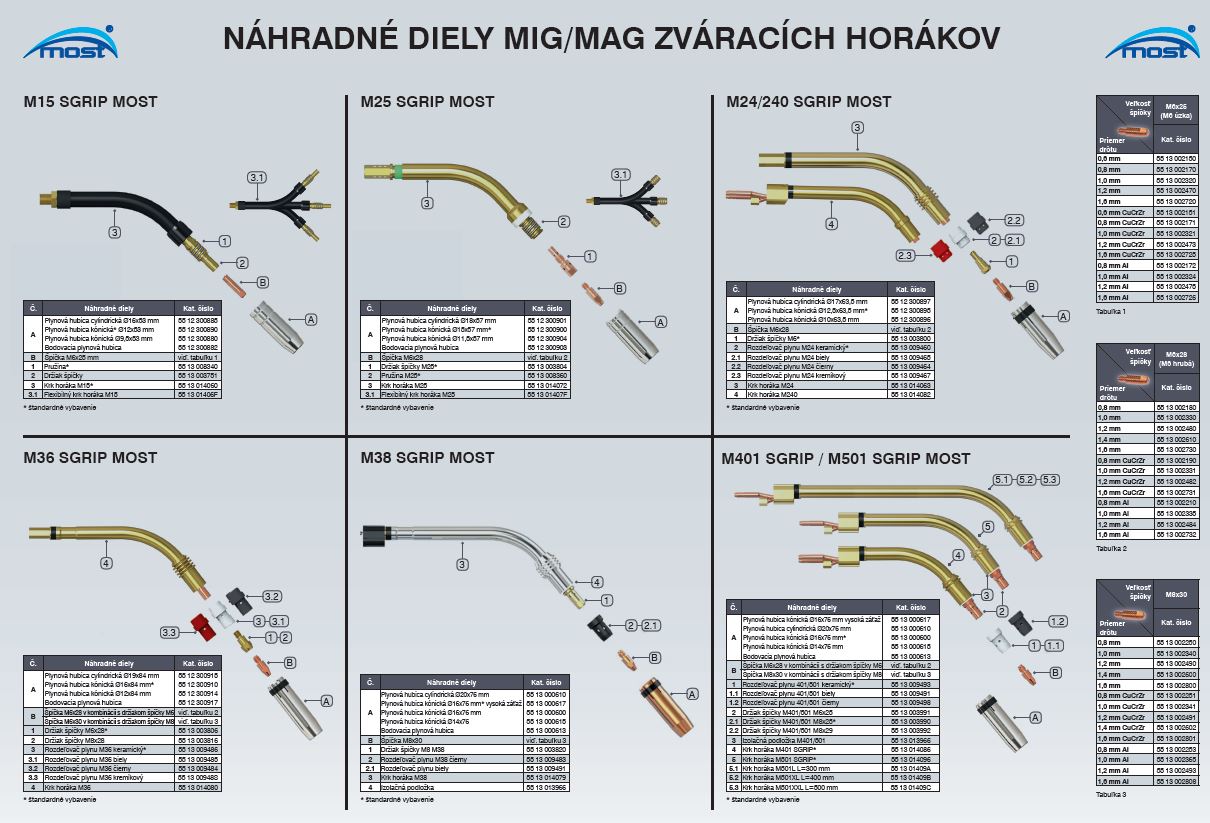
Náhradní díly - nejpoužívanější svařovací hořáky CO2 (slovensky)
Kontaktní špička (proudová špička, kontaktní hrot, průvlek) slouží k rovnoměrnému přenosu svařovacího proudu na svařovací drát a k přesnému a plynulému vedení drátu do místa svařování. Tato malá část hořáku má významný vliv na kvalitu svaru, takže opotřebení nebo nesprávná volba špičky vede ke tření, přehřívání nebo zasekávání svařovacího drátu a nekvalitním svarům.