Svařovací hubice je velmi důležitou součástí svařovacího hořáku. Nazývá se také plynová hubice, svařovací dýza nebo plynová dýza. Úkolem hubice je nasměrovat ochranný plyn do svarové lázně, čímž ji pomáhá chránit před znečištěním a chrání kontaktní špičku před roztaveným kovem. Plynové hubice se vyrábějí v různých provedeních a musí být kompatibilní se svařovacím hořákem MIG/MAG. Výběr správné trysky může mít významný vliv na kvalitu, produktivitu a celkové náklady na svařování.
Svařovací hubice MIG/MAG podle způsobu připojení k hořáku
Hubice se na svařovací hořák připevňují dvěma způsoby, a to šroubováním nebo nasunutím. Je nutné vědět, který způsob upevnění hořák umožňuje.
- Šroubové/ závitové hubice díky závitům pevně a bezpečně drží hubici na hořáku, což pomáhá zabránit úniku plynu a zároveň upevnit hubici na místě. Možnou nevýhodou je, že se mohou obtížněji odstraňovat. Jsou ideální pro robotické svařování.
- Násuvné/nasouvací hubice se vyměňují rychleji a snadněji. Jsou vybaveny upínacím kroužkem, který pomáhá udržet hubici na místě při velkých teplotních výkyvech. Nevýhodou je možnost posunu hubice, proto dbejte na její správné zasunutí, aby nedocházelo k úniku plynu. Nejsou vhodné pro robotické svařování.
Svařovací hubice podle konstrukce
Svařovací hubice MIG MAG se podle konstrukce dělí na:
- standardní hubice s tenčími stěnami, vhodné pro aplikace 100 - 300 ampér,
- vysoce výkonné hubice se silnější konstrukcí a větší izolací, díky čemuž lépe odolávají teplu. Jsou vhodné pro aplikace od 400 do 600 ampérů.
Tvary MIG/MAG svařovacích hubic
Závitové i nasouvací hubice mohou mít několik tvarů a délek, které si vyberete podle způsobu použití. Ve všech případech je důležité optimální pokrytí plynem, zejména při svařování vysoce legovaných materiálů nebo hliníku. Na trhu jsou k dispozici různé tvary, např. hubice ve tvaru lahve, zahnuté hubice, extra chlazené hubice, krátké hubice, dlouhé hubice, ale nejčastěji se používají kónické a válcové hubice.
- Kónická (kuželová, zúžená) hubice má mírně zúžený výstup, který zlepšuje přístup ke spoji. Jedná se o standardně používanou trysku, kterou dostatečně proudí ochranný plyn. Používá se například pro svařování pod úhlem.
- Ostře kónická hubice má na výstupu silně zúžené zakončení, které umožňuje ještě lepší viditelnost a přístup ke spoji než standardní kónická hubice. Používá se např. pro koutové svary, pro svařování pod úzkým úhlem. Poskytuje užší pokrytí plynem, což zvyšuje riziko znečištění.
- Válcová („cylindrická“, „rovná“, „“přímá„“) hubice má rovný tvar a poskytuje široké pokrytí ochranným plynem. Používá se především ke svařování nerezové oceli a hliníku, běžně při svařování vyšším proudem. Širší konec trysky však ztěžuje přístup ke svarovému spoji, takže pokud je důležitý lepší přístup ke spoji, zvolte raději zúženou hubici. Přímé hubice jsou velmi vhodné pro automatizované svařování.
Velikosti plynových trysek
Volba tvaru a velikosti trysky souvisí s velikostí svarového spoje a proudu, množstvím potřebného objemu ochranného plynu a obtížností dosažení svařované oblasti. Obecně platí, že velikost otvoru hubice by se měla zvětšovat s úrovní proudu.
Velikost trysky se udává v NW, což je nominální šířka (nominal width), a odráží velikost výstupního konce dýzy a to, jak široké je pokrytí svaru ochranným plynem. Jmenovitá šířka hubice se pohybuje od 7 mm do 21 mm.
Z čeho jsou vyrobeny svařovací hubice?
Svařovací trysky jsou nejčastěji vyrobeny z mosazi nebo mědi, některé jsou pro zlepšení svých vlastností potaženy niklem, zinkem nebo chromem.
- Mosazné hubice jsou obvykle méně odolné než měděné, ale jsou cenově dostupnější a odolnější proti rozstřiku. Používají se pro nižší proudy (100 až 300 A) a kratší svary. Při vystavení extrémnímu teplu mají tendenci se roztavit nebo spálit.
- Měděné hubice jsou vysoce odolné, vhodné pro krátkodobé i dlouhodobé použití.Jsou schopny odolávat intenzivnímu teplu, takže je lze používat při vyšších proudech (přes 300 A) v těžkých průmyslových aplikacích.
- Pokovované (poniklované, pozinkované, chromované) hubice mají měděné jádro potažené niklem, zinkem nebo chromem. Pokovením získá hubice vyšší odolnost proti rozstříku i proti vysokým teplotám, protože teplo odvádí, místo toho, aby ho odváděla.
To znamená, že vnitřek i vnějšek hubice zůstává během svařování chladnější. V pokovených hubicích se kombinují výhody obou kovů, což zajišťuje dlouhou životnost hubice. Proto se používá pro dlouhé svařovací aplikace včetně robotiky.
Jak vybrat svařovací hubici pro svařování metodou MIG/MAG?
Výběr správné hubice pro svařování CO2 - MIG/MAG ovlivňuje několik faktorů:
- Svařovací proud - čím vyšší je svařovací proud, tím větší by měla být velikost otvoru hubice. Aplikace s vysokým napětím a proudem obvykle vyžadují vysoký průtok plynu, kdy hubice s velkým vnitřním průměrem lépe pokryje větší svarovou lázeň ochranným plynem.
- Vysoká teplota - pro aplikace s vysokou teplotou je lepší použít odolnou měděnou hubici, pro aplikace s extrémním teplem zvažte vodou chlazené hořáky,
- Přístup ke svarovému spoji - pokud je přístup ke svaru dostatečný, doporučujeme širokou hubici, která zajistí dostatečné pokrytí plynem. Ve stísněných podmínkách krátkou nebo kónickou hubici. Například při svařování tupých spojů s hlubokými V-drážkami je optimální použití malé kónické trysky, která zajistí dostatečné přiblížení svarové lázně. Pro aplikace s omezeným prostorem nebo viditelností je malá tryska rovněž nejlepší volbou.
- Množství rozstřiku - pokud očekáváte silný rozstřik, použijte krátkou hubici s větším otvorem nebo mosaznou hubici. Mosazné trysky mají dobrou odolnost proti rozstřiku a vydrží větší ruční namáhání než měděné trysky při středně až málo tepelných aplikacích. Mosaz ztrácí většinu svých výhod při teplotách nad 450 °C. Vyšší rozstřik je typický pro aplikace, jako jsou olejované povrchy, pozinkované základní kovy, svařování čistým CO2, ...
Při výběru hubice doporučujeme použít co největší velikost otvoru hubice požadovaného tvaru, aby bylo dosaženo co nejlepšího pokrytí spoje ochranným plynem a zároveň co nejlepšího přístupu ke svaru. Tím zajistíte správné proudění ochranného plynu do svarové lázně a snížíte možnost kontaminace. Velký otvor hubice také pomáhá omezit tvorbu rozstřiku, který může způsobit pórovitost.
Tipy pro manipulaci s hubicemi
Chcete-li dosáhnout co nejdelší životnosti hubic, doporučujeme dodržovat následující rady :
- při manipulaci s hubicemi dávejte pozor, aby se na hubici nevytvořily rýhy nebo důlky, které by umožnily ulpívání rozstřiku a zkrátily její životnost,
- pravidelně kontrolujte, zda se na hubicích neusazují rozstřiky, a v případě potřeby je vyčistěte,
- používejte spreje, pasty nebo kapaliny proti rozstřiku, abyste zabránili usazování rozstřiku na hubicích,
- udržujte hubice čisté, aby se do svarové lázně nedostaly nečistoty,
- pro lepší manipulaci s hubicemi, špičkami a dalšími náhradními díly hořáku doporučujeme také svařovací kleště, které zde najdete ve dvou velikostech.
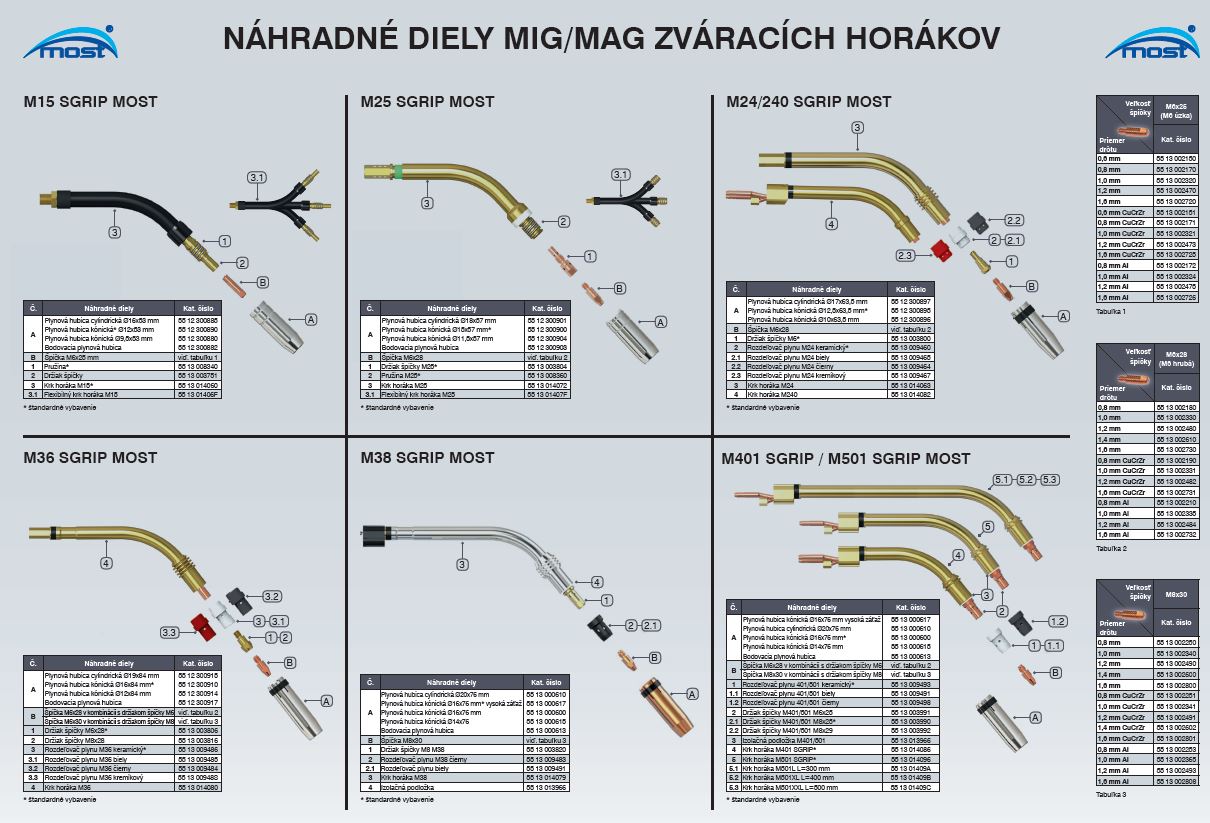
Náhradní díly - nejpoužívanější svařovací hořáky CO2 (slovensky)
Svařovací hubice je velmi důležitou součástí svařovacího hořáku. Nazývá se také plynová hubice, svařovací dýza nebo plynová dýza. Úkolem hubice je nasměrovat ochranný plyn do svarové lázně, čímž ji pomáhá chránit před znečištěním a chrání kontaktní špičku před roztaveným kovem. Plynové hubice se vyrábějí v různých provedeních a musí být kompatibilní se svařovacím hořákem MIG/MAG. Výběr správné trysky může mít významný vliv na kvalitu, produktivitu a celkové náklady na svařování.















