Svařovací oblouk je při každém novém svaru rozdílný. Obecně existují 3 základní typy svařovacího oblouku: krátký oblouk, přechodový oblouk a sprchový oblouk. Typ oblouku, kterého dosáhnete, závisí na řadě faktorů, jako je základní materiál, přídavný materiál, průměr drátu, polarita, velikost proudu, napětí (délka), ochranný plyn nebo poloha svařování.
Přenos proudu ve svařovacím oblouku
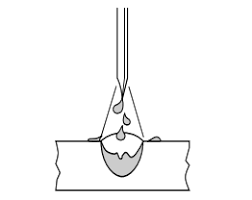
Krátký (zkratový) svařovací oblouk
Krátký oblouk se běžně používá při nízkých proudech a nízkém napětí. Vytváří se malá, rychle tuhnoucí svarová lázeň. Tato technika je velmi užitečná při svařování tenkých plechů v libovolné poloze a při vyplňování velkých mezer. Je také užitečná při svařování, kde je hlavním požadavkem minimální deformace svarového kusu.

Výhody svařování krátkým obloukem
- Vhodné pro všechny polohy svařování
- Nízký příkon tepla snižuje deformaci materiálu
- Snadné použití
- Vyšší účinnost elektrody až o 93 % více
Neýhody svařování krátkým obloukem
- Špatná kontrola svařovacího procesu může mít za následek neúplné zapálení oblouku
- Špatná kontrola svařovacího procesu má za následek nadměrné rozstřiky a zvyšuje náklady na čištění svaru.
- Při svařování ve venkovním prostředí je nutné používat větrné clony, aby nedocházelo k výraznému snížení množství ochranného plynu.
Přechodový (globulární) svařovací oblouk
Po dosažení maximální doporučené hranice pro krátký oblouk se spustí přechodový oblouk. Při tomto typu přenosu materiálu dochází k roztavení větších nepravidelných kapek přídavného materiálu, než je průměr drátu. Tyto kapky nejsou dostatečně daleko od drátu, aby se dosáhlo sprchového přenosu, a místo toho mohou spadnout mimo místo svaru. Při tomto typu přenosu je velmi obtížné kontrolovat oblouk a také zde vznikají rozstřiky. Obvykle se doporučuje vyhnout se svařování tímto obloukem.
Výhody přechodového oblouku
- Často se používá s velmi levným plynem CO2
- Lze provádět svary při velmi vysokých rychlostech svařování
- Levnější přídavné materiály
- Levnější svařovací příslušenství
Nevýhody přechodového oblouku
- Mnoho rozstřiků, a proto vysoké náklady na čištění
- Špatná kontrola svařovacího procesu může mít za následek neúplné zapálení oblouku
- Snížení účinnosti materiálu na 87-93 %
- Nedoporučuje se používat
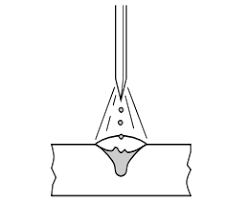
Sprchový svařovací oblouk
Pokud budeme stále zvyšovat ampéry a napětí, dostaneme se do fáze, kdy dosáhneme skutečného sprchového oblouku. Roztavené kapky přídavného materiálu jsou velmi malé a zajišťují velmi dobrou stabilitu oblouku. Při této metodě dochází k velmi malému vzniku rozstřiků v oblouku. Používá se při svařování hrubších materiálů obvykle o tloušťce větší než 2,5 mm.
Výhody sprchového oblouku
- Vysoká účinnost materiálu až 98 %
- Vhodnost použití různých typů přídavných materiálů a také široký výběr průměrů přídavných materiálů.
- Krásný vzhled svařovací housenky
- Snadné použití
- Po svařování je nutné pouze minimální čištění
- Minimální rozstřik
- Dokonalé zapalování a udržování oblouku
- Vhodné pro poloautomatické a robotické svařování
Nevýhody sprchového oblouku
- Není zcela vhodný pro svařování na tupo a horizontální svařování
- Vysoké vyzařované teplo a silný oblouk je nebezpečnější jak pro svářeče, tak pro svařovaný kus (vysoký příkon tepla)
- Svařování venku vyžaduje použití windscreenov (jinak dochází k odfouknutí ochranného plynu)
- Ochranné plyny používané ve sprchovém oblouku jsou dražší než čistý CO2.
Svařovací oblouk závisí na mnoha faktorech
Pro různé způsoby svařování je vhodný jiný způsob přenosu materiálu v závislosti na řadě faktorů. Jsou to především velikost svařovacího proudu, průměr drátu, délka oblouku ( výška voltů), typ svařovacího zdroje a ochranný plyn. Záleží tedy na tom, čím budete svařovat, co budete svařovat a jak to budete svařovat.
váš tým Solík