Dobře nabroušené wolframové elektrody jsou základem pro kvalitní TIG svařování. Pro to, čím je brousit máme více možností – broušení lamelovými kotouči, stojanovou bruskou nebo profesionální bruskou wolframových elektrod. Je třeba si dát pozor na správný úhel broušení a zabránění kontaminaci elektrody, přímo totiž ovlivňují hloubku svarové lázně. Broušení wolframových elektrod má tedy přímý vliv na životnost elektrody, tvar oblouku i na kvalitu svaru. Je ale nutná speciální bruska na elektrody?
Jak brousit wolframovou elektrodu
-
jemně, slabým tlakem a pomalým točením,
- podle svařovacího proudu:
- u stejnosměrného proudu – do kuželovité špičky tak, aby délka špičky byla 1 až 1,5násobkem průměru elektrody. Průměr elektrody volíme podle velikosti svařovacího proudu. Úhel ostření a průměry elektrod podle proudu jsou uváděny také v doporučeních výrobců wolframových elektrod na webových stránkách a v produktových katalozích.
-
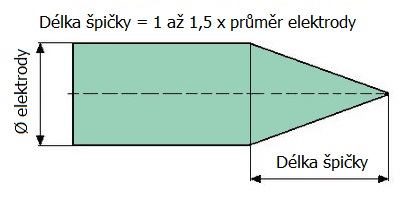
Zabroušení wolframové elektrody do špičky při svařování stejnosměrným proudem
- u střídavého proudu – do tupého konce (srazí se hrana na čelní ploše špičky):
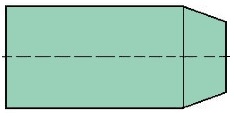
Zkosení wolframové elektrody při svařování střídavým proudem
- v podélném směru proti směru otáčení kotouče – pokud bychom brousili elektrodu příčně na kotouč, vznikly by na ní rýhy, které způsobí omezení svařovacího proudu, nestabilitu oblouku a nežádoucí zanesení kousků uvolněného wolframu do svarové lázně. Při podélném broušení ke vzniku těchto problémů nedochází.

Nesprávný příčný a správný podélný způsob broušení wolframové elektrody
-
vycentrování v ose elektrody – zabezpečíme tak stabilitu oblouku,
-
do potřebného úhlu – oblouk je zrcadlovým obrazem úhlu, pod kterým je špička vybroušená. Když je špička zabroušená do ostrého úhlu, i svarová lázeň má úzký a hluboký tvar. U tupého úhlu je lázeň širší a mělká.
-
po vybroušení elektrody do špičky je třeba otupit i její hrot (při svařování stejnosměrným proudem). Doporučované otupení hrotu je přibližně 10 % jejího průměru. Špičatý, nezabroušený hrot by se mohl odtavit a spadnout do svarové lázně, což vede ke kontaminaci a špatné kvalitě svaru. Otupení špičky navíc snižuje její zatažení a prodlužuje životnost.
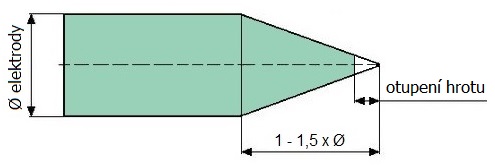
Velikost otupení hrotu špičky wolframové elektrody při broušení
-
ideálně bruskou určenou speciálně na broušení wolframových elektrod,
-
s nasazenými ochrannými brýlemi a rukavicemi, případně s rouškou, abychom nevdechovali brusný prach.
Čím brousit wolframové elektrody – jaké jsou způsoby broušení?
Elektrody můžeme nabrousit různými způsoby (na internetu najdeme někdy až překvapivé kousky). Můžeme použít domácí stojanové brusky, klasické brusky, pásové brusky, brusky s možností nastavení otáček nebo profesionální speciální brusky určené pro broušení wolframových elektrod. Důležité ale je, jaký kotouč použijeme.
1. Broušení lamelovým, brusným nebo vulkánfíbrovým kotoučem na klasické brusce

✔ nejlevnější řešení,
✖ velmi nepřesné,
✖ elektroda se při broušení často poruší, rozštěpí a přehřeje,
✖ elektroda se snadno kontaminuje od oceli, kterou jsme před tím brousili – této situaci je třeba se vyhnout, protože při znečištění elektrody jinými kovy klesá teplota jejího tavení,
✖ neumíme odhadnout přesný úhel,
✖ největší „fušeřina“.
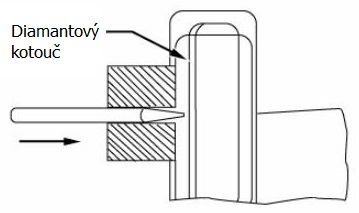
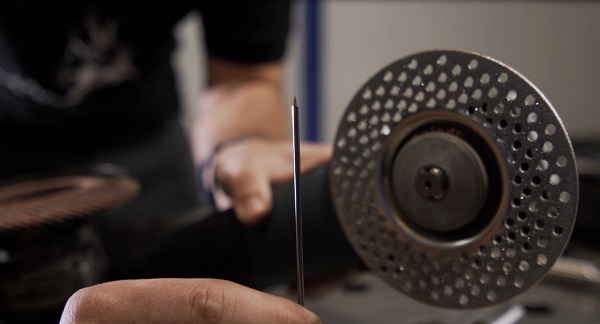
2. Broušení diamantovým kotoučem
Diamantový kotouč je přímo určený k broušení wolframových elektrod na brusce s regulací otáček (aby nedošlo k velkému přehřátí kotouče). Tento způsob je dobrý pro svářeče, kteří chtějí brousit a svařovat profesionálněji bez příliš velkých investic.
✔ mnohem kvalitnější broušení než u prvního způsobu,
✔ kotouč není kontaminován,
✔ regulace otáček brusky,
✖ neumíme odhadnout přesný úhel,
✖ investice do kotouče je cca 1 500 Kč, ale životnost je velká, při denním svařování vydrží až dva roky.
3. Použití stojanové brusky na wolframové elektrody
Multifunkční stojanová bruska je vhodná pro různé práce, nejen na broušení, proto ani výsledek broušení není perfektní, ale pokud potřebujete nabrousit elektrodu jednou za rok, tak je to možnost.

✔ snadná dostupnost – má ji doma skoro každý, příp. jí najdete u souseda,
✔ nižší cena,
✖ neumíme odhadnout přesný úhel,
✖ drsný povrch elektrody po broušení,
✖ ubírá větší množství materiálu z elektrody, „nešetří“ elektrodu,
✖ broušení trvá déle.
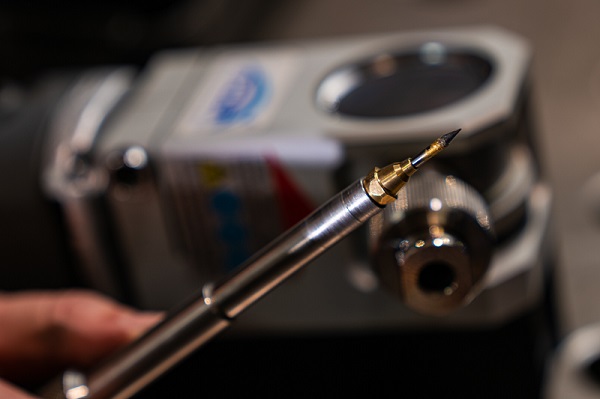
4. Bruska na broušení wolframových elektrod
Na závěr to nejlepší – specializovaná bruska na wolframové elektrody je určená především pro profesionální svářeče, kteří potřebují brousit elektrody kvalitně, rychle a bezproblémově.
Nejoblíbenější jsou ruční, malé, přenosné brusky, takže broušení kdekoliv na stavbě není problém. Druhým typem jsou brusky na broušení za mokra, které minimalizují množství vdechovaného brusné prachu, který je v případě broušení thoriových (WT) elektrod karcinogenní.

✔ přesné nastavení úhlu,
✔ jednoduché použití,
✔ krátká doba broušení,
✔ výsledek broušení je vysoce kvalitní,
✔ regulace otáček brusky,
✖ vyšší vstupní investice v tisících až nižších desetitisících korun.
Je bruska na wolframové elektrody nutná při TIG svařování?
Před každým zapnutím TIG svářečky je nutné nabrousit wolframovou elektrodu. Důležité je hlídat si správný úhel, nenarušit opracovávanou elektrodu a nekontaminovat ji, čímž bychom zbytečně poškodili výsledný svar. Jaký způsob broušení si zvolíte závisí především na účelu svařování. Rozhodně se ale vyplatí investovat do profesionální brusky, která je přesnější, bezpečnější a jejím cílem není nic menšího než kvalitní TIG svar. Tuto volbu sice na začátku pocítí vaše peněženka, ale kvalita, rychlost a komfort při broušení vás velmi rychle přesvědčí o správné volbě.
váš tým Solík