Pro svařování metodou TIG je typická vysoká přesnost, pevné a kvalitní svary, ale bohužel také vyšší náročnost a nižší produktivita. Mnozí budou příjemně překvapeni, když zjistí, že mohou svařovat s dotykovým zapálením oblouku pomocí metody TIG náškrabem také na TIG-MMA invertoru na elektrody. S tím však souvisí značné nevýhody a investice do příslušenství. Jaké jsou metody zapálení oblouku, co je TIG Lift Arc a jaký má na sváření vliv?
TIG – metoda pro sváření stejnosměrným i střídavým proudem
Při svařování za použití metody TIG dochází ke svařování pomocí elektrického oblouku v ochranné atmosféře inertního plynu s wolframovou elektrodou (metoda TIG se označuje také jako 141). Elektrický oblouk hoří mezi svařovaným materiálem a wolframovou elektrodou. Přídavný materiál se přidává do svarové lázně ručně. Roztavený materiál tak vytváří svarovou lázeň, která je před oxidací chráněna inertním plynem (většinou argonem).
S použitím metody TIG je možné svařovat i tenčí a reaktivnější materiály, metoda MIG/MAG umožňuje práci s hrubšími materiály. Typickou oblastí použití pro svářečku TIG je například svařování hliníku, nerezové oceli nebo titanu. Pro svařování oceli se více hodí metoda MIG/MAG. Nejčastěji jsou pomocí metody TIG svařována nerezová zábradlí a stojany, rámy jízdních kol, trubky z hliníkových materiálů a konstrukce, u kterých je důležitý také estetický vzhled svaru.
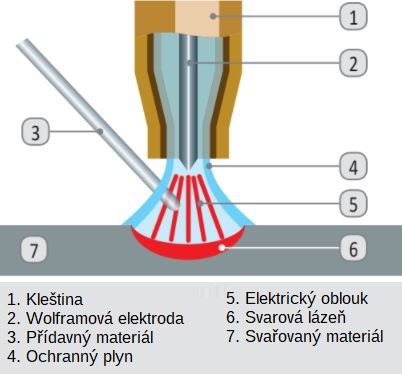
Metoda svařování TIG (141) v ochranné plynové atmosféře
Co je svařování MMA-TIG náškrabem?
Funkci zapalování oblouku náškrabem (TIG Scratch-start) mají většinou svářečky TIG-MMA na obalenou elektrodu. V takovém případě ale hovoříme o tzv. „neplnohodnotném“ svařování TIG (náškrabem), kdy je třeba použít svařovací hořák s ventilkem pro ruční regulaci plynu.
Pro zapálení oblouku je třeba škrtnout elektrodou o přídavný materiál a pak ji hned rychle odtáhnout, jinak může dojít k jejímu přilepení. Takovouto elektrodu lze při každém dotyku snadno kontaminovat a při každém dalším použití je třeba jí obrousit. Proto zapalování TIG náškrabem není možné srovnávat se svařováním TIG HF s vysokofrekvenčním zapalováním oblouku nebo s TIG Lift Arc (plnohodnotnými metodami svařování svářeček TIG).

Zapálení elektrického oblouku pomocí TIG náškrabem
Jaký je rozdíl mezi svařováním pomocí TIG náškrabem a Lift TIG (lift ARC)?
TIG Lift ARC je běžným doplňkem funkcí svářeček TIG DC. Obě metody zapalují oblouk dotykem, a přesto si ho lidé často pletou také s metodou zapálení oblouku škrtnutím o přídavný materiál (TIG náškrabem). I když je třeba se v obou případech dotknout elektrodou povrchu svařence, jde o různé metody. V případě Lift ARC je startovací proud nízký, aby nedošlo k přilepení elektrody.
Jak funguje dotykové zapálení oblouku TIG Lift ARC – Lift TIG
Svařování TIG Lift ARC (LiftTIG) využívá k zapálení elektrického oblouku dotyk elektrody o svařovaný materiál. K zapálení oblouku dochází při mírném kontaktu elektrody s materiálem a pak je třeba hořák oddálit do požadované vzdálenosti.
Svářečka má při tomto nastavení na začátku nízký svařovací proud, a tak je minimalizováno množství kontaminace wolframem. Díky nízkému startovacímu proudu se elektroda nepřilepí a její hrot se neztupí. Po oddálení elektrody od svařence se přívod svařovacího proudu obnoví a již není na minimu. Nicméně začátek svaru nemá takovou kvalitu jako při vysokofrekvenčním zapalování TIG HF.

TIG náškrabem – wolframová elektroda přilepená na svařenec
Výhody vysokofrekvenčního (HF) zapálení oblouku oproti dotykovému (TIG Lift Arc a TIG náškrabem)
Svařování TIG HF (High frequency ignition) nebo-li vysokofrekvenční zapalování představuje bezdotykovou metodu zapálení elektrického oblouku. Oblouk se zapálí stisknutím tlačítka na svařovacím hořáku. Při tomto způsobu nedochází ke kontaminaci elektrody, ani k jejímu otupení. TIG HF bývá součástí svářeček DC a AC/DC, kde je často možné nastavit také Lift ARC (zapálení dotykem elektrody).

TIG HF – vysokofrekvenční zapalování elektrického oblouku
Kdy je potřeba profesionální svářečka TIG se střídavým proudem AC/DC?
Pokud přemýšlíte o svářečce TIG, určitě se zamyslete nad tím, zda budete potřebovat i střídavý proud. TIG svařování reaktivnějších materiálů, které při svařování na svém povrchu vytváří oxidační vrstvu, jako je například hliník, vyžaduje použití střídavého proudu (AC). Pokud byste chtěli svařovat ocel nebo nerezovou ocel, bude vám stačit svářečka, která funguje na stejnosměrný proud (DC).
Podle typu využitého proudu se svářečky často dělí do dvou skupin – svářečky DC a svářečky AC/DC. Kromě stejnosměrného nebo střídavého proudu je však možné svařovací invertory vybavit také dalšími doplňkovými funkcemi. TIG svářečky na stejnosměrný proud mívají kromě TIG DC také funkci TIG Lift ARC (LiftTIG).
Zatímco si svářečky TIG DC poradí s klasickou i nerezovou ocelí, svářečky TIG AC/DC umí svařovat většinu běžných kovů (ocel, nerez i hliník), což představuje jejich velkou výhodu. U takovýchto svářeček většinou hovoříme také o TIG HF (High frequency ignition) – vysokofrekvenčním zapalování oblouku. Ale TIG HF může být také součástí svářečky TIG DC.
Jaké jsou rozdíly mezi TIG HF a zapálením náškrabem se svářečkou MMA-TIG?
Je dobré zamyslet se nad tím, zda nám stačí zapalování náškrabem, nebo chceme specializovanou svářečku na TIG, která bude mít vysokofrekvenční zapalování TIG HF a TIG Lift ARC, které se používá při svařování stejnosměrným proudem. Existuje hned několik rozdílů mezi dotykovým zapalováním náškrabem a HF:
1. Cena svářečky MMA-TIG náškrabem vs. svářečky TIG DC
Můžete si říct, že svářečka MMA doplněná o svařování TIG náškrabem bude pro potřeby vaší svářečské dílny úplně stačit. Hlavním důvodem pro toto rozhodnutí je to, že nechcete investovat do dražší svářečky TIG (která mimochodem umí svařovat také pomocí MMA). Jste ochotní do své MMA + „TIG“ svářečky investovat cca 5000–7500 Kč, protože takové jsou aktuální ceny MMA svářeček na Heurece.
Ke svářečce však ještě budete potřebovat další součástí v hodnotě 5000–7500 Kč, protože svářečka MMA se svařovacími kabely na svařování TIG náškrabem nestačí. Budete muset dokoupit ještě svařovací hořák s ventilem, startovací sadu náhradních dílů, redukční ventil na argon a lahev s ochranným plynem. Dohromady se tak u svářečky MMA s TIG náškrabem dostáváme na dvojnásobnou cenu. Svářečka TIG DC s příslušenstvím a vysokofrekvenčním zapalováním, která svařuje nerez i ocel je v tomto případě už srovnatelnou alternativou – dokáže také svařovat obalenou elektrodou. Kvalita, pevnost a vzhled svarů TIG jsou však nesrovnatelné.
2. Regulace plynu a jeho spotřeba
Při svařování náškrabem se plyn spouští ručně – otočením ventilku na svařovacím hořáku. Právě kvůli manuálnímu zapínání a vypínání u metody TIG náškrabem spotřebujete více svařovacího plynu.
Svařovací hořák TIG s ventilkem pro ruční regulaci plynu
Při TIG HF se plyn spouští stisknutím tlačítka přímo na hořáku – toto tlačítko ovládá solenoidový ventil ve svářečce, který plyn spustí. Díky tlačítku můžeme svařovat a plynule dávkovat plyn. Po dokončení svařování nám nedovolí svářečka vypustit více plynu, než je nastavený dofuk (např. 1 až 5 sekund). Toto zapálení oblouku je proto šetrnější na spotřebu plynu než TIG náškrabem.

Svařovací hořák TIG s ovládacím tlačítkem na rukojeti
3. Zapálení oblouku a kontaminace wolframové elektrody
Zapálení oblouku při svařování náškrabem probíhá škrtnutím wolframové elektrody o základní materiál. Při takové zapalování je wolframová elektroda často kontaminována materiálem a zároveň se při škrtnutí tupí. Na začátku svaru se po škrtnutí kvůli kontaminaci objeví také malá ohořenina. Elektroda proto již nebude dobře obroušená, nebude správně hořet a svar nebude pěkný na pohled. Zajímavým doporučením pro zapalování může být použití měděné destičky, o kterou hořákem škrtneme – kontaminace elektrody bude menší než u jiných materiálů. V praxi jsme však tuto vychytávku ještě neviděli :).

Začátek svaru po svařování TIG náškrabem
Vysokofrekvenční zapalování TIG HF pomáhá svářečům především na začátku svařování a s plynulým nastartováním svařovacího oblouku. Ale elektrický oblouk může často při dotyku svářeče kopnout. Kromě úspory plynu je výhodou také to, že nedochází ke kontaminaci elektrody, ani se netupí či nelepí. Svar je kvalitnější a pevnější.

Začátek svařování TIG HF s vysokofrekvenčním zapálením oblouku
Porovnání metod zapálení oblouku TIG náškrabem a TIG HF
Výhody a nevýhody metody TIG náškrabem
✔ součást svářeček MMA – samotná svářečka, která umí svařovat pomocí TIG náškrabem není drahá – je ale třeba dokoupit příslušenství, které se může značně prodražit
✖ vyšší vstupní náklady po dokoupení lahve s plynem, hořáku TIG s ventilkem, spotřebních dílů a redukčního ventilu na argon
✖ svařování s otupenou, kontaminovanou wolframovou elektrodou po dotyku se svařovaným materiálem, což ovlivňuje také vzhled a kvalitu výsledného svaru
✖ přilepování elektrody na svar při ruční regulaci plynu
✖ manuální zapínání a vypínání plynu ventilkem
✖ spotřeba většího množství plynu než při TIG HF
Výhody a nevýhody metody TIG HF
✔ plynulé zapálení oblouku bez ohoření díky vysokofrekvenčnímu zapalování HF
✔ šetří plyn – plyn je regulován tlačítkem a zároveň je k dispozici možnost nastavení dofuku plynu
✔ ovládání regulace plynu tlačítkem na hořáku
✔ kvalitnější a na pohled hezčí svar bez kontaminace a otupení wolframové elektrody
✖ vyšší cena za TIG svářečku než při pořízení svářečky MMA + TIG náškrabem (finální cena s příslušenstvím je o něco vyšší, ale přesto jsou ceny srovnatelné)
✖ při zapalovaní oblouku vás na dotyk může kopnout :).

Bezdotykové zapalování oblouku nezabránilo Kobaltskému udělat z TIG HF dotykovou metodu :)
Je svářečka s TIG HF lepší než TIG-MMA s funkcí TIG náškrabem?
Přemýšlíte o nákupu svářečky, protože si chcete vyzkoušet svařování a naučit se svařovat pomocí metody TIG? Rozhodujete se mezi svařovacím invertorem s obalenou elektrodou s doplňkovou funkcí TIG a mezi plnohodnotnou svářečkou TIG s HF zapalováním? V takové případě jednoznačně doporučujeme TIG HF.
Svářečky MMA s obalenou elektrodou jsou sice levnější, ale po dokoupení příslušenství na svařování metodou TIG může být cena nižší o pouhých pár korun v porovnání s cenou svářečky TIG s příslušenstvím. A to nemluvíme o tom, že zapalování oblouku TIG HF vám ušetří peníze za spotřebovaný plyn. Svary TIG, které se svářečkou MMA vytvoříte, nebudou tak kvalitní, pevné a bez kontaminace jako se svářečkou TIG s vysokofrekvenčním zapalováním HF.
váš tým Solík
