Svařování hliníku a hliníkových slitin metodou TIG si vyžaduje více zručnosti. Abychom pochopili, jak svařovat hliník je třeba znát svařování střídavým proudem a nastavení parametrů svářečky na hliník (svářečka TIG AC/DC). Důležité jsou hlavně parametry Frekvence proudu a Balance, které tyto svářečky mají.


Vlastnosti hliníku jako materiálu pro svařování
Hliník je lehký, nemagnetický, stříbrolesklý a často používaný kov, který známe ještě ze základní školy pod latinským názvem Aluminium a chemickou značkou Al. Jde o třetí nejrozšířenější prvek v zemské kůře, tvoří téměř 8 % jejího objemu. Český název hliník vychází z jeho přítomnosti v hlíně (jílech a minerálech). Základní surovinou při výrobě hliníku jsou hliníkové rudy, horniny s obsahem oxidu hlinitého, např. bauxit, kaolín, kryolit.
Vlastnosti hliníku důležité z hlediska svařování
- dobrá korozní odolnost na vzduchu, ve vodě, oleji a mnohých chemikáliích – korozní odolnost zajišťuje tenká vrstva oxidu hlinitého Al2O3, o které si povíme víc, protože je velmi důležitá pro pochopení způsobu svařování hliníku,
- velmi malá pevnost 60 až 70 MPa, která se při zvýšených teplotách snižuje – pevnost hliníku se zvyšuje pomocí přísad,
- malá měrná hustota 2700 kg.m-3,
- teplota tavení je 658 °C,
- velká tepelná a elektrická vodivost (asi 4x větší než ocel),
- dobré plastické vlastnosti A = 22 %, které si zachovává i při záporných teplotách,
- velký koeficient tepelné roztažnosti, při tuhnutí se smršťuje o 6 %.
Oxid hlinitý Al2O3
Oxid hliníku Al2O3 se vytváří na povrchu každého hliníkového materiálu. Má stejný molekulární objem jako hliník, díky čemuž pevně přilne k jeho povrchu a činí jej odolným. Má vysokou tepelnou stálost, teplotu tavení 2040 °C (velmi vysokou oproti hliníku) a nerozpouští se v roztaveném kovu.
Oxid hlinitý je elektrickým izolátorem a při svařování způsobuje problémy, proto je ho třeba před a během svařování odstraňovat. Nedostatečně odstraněný může způsobit nekvalitní kontakt elektrického proudu během svařování. Oxidická vrstva se odstraňuje z povrchu hliníku mechanickou nebo chemickou cestou, ale problémem je, že po odstranění se okamžitě vytváří vrstva nová.
Kdy a jakým způsobem odstranit vrstvu oxidu Al2O3 z povrchu hliníku?
- před svařováním, při přípravě spojů:
- mechanicky – ocelovými kartáči, ocelovými rotačními kartáči a škrabáky, nebo
- chemicky – mořením,
- během svařování – chemicky (použitím tavidel) nebo fyzikálním účinkem elektrického oblouku při svařování metodami TIG a MIG.
O přípravě hliníku před svařováním, čištění a postupných krocích při svařování se více dočtete v článku Návod na svařování hliníku.
Co je třeba na svařování hliníku?
Hliníkové materiály se nejčastěji svařují metodou TIG AC, tj. střídavým proudem. Můžete tak svařovat všechny druhy technického hliníku (min. 99 % Al) a hliníkových slitin v tloušťce 1–10 mm, výjimečně i silnější. Při ručním svařování hliníku se jako přídavný materiál používají dráty (tyče) na svařování hliníku délky 1 metru s různými průměry. Nejčastěji používaný ochranný plyn je argon, vzácně helium nebo směs argonu a helia. Svařování silnějších materiálů si vyžaduje jejich předehřev na teplotu od 150 do 400 °C, pro stabilizaci oblouku 100–200 °C. Tavidlo se nepoužívá.
Jako svařovací zdroje slouží speciální svářečky na hliník – svářečky TIG AC/DC, které umožňují svařovat i obalenou elektrodou MMA AC/DC.
Výsledkem svařování metodou TIG jsou svary nejvyšší kvality, bez rozstřiku a strusky. Je však časově náročnější a vyžaduje víc zkušeností se svařováním. Svařování TIG je obouruční, kdy v jedné ruce držíme hořák s netavící se wolframovou elektrodou, v druhé ruce přídavný materiál.
Proč se na svařování hliníku používá střídavý proud?
Střídavý proud se v průběhu svého cyklu mění a dochází ke změně polarity svařovacího proudu následujícím způsobem:
- od kladného k zápornému pólu = kladná půlvlna, kdy je netavící se wolframová elektroda v hořáku anodou (+) a svařenec mínus (–), tj. proud jde ze svařence do hořáku. Zde dochází k prolomení oxidační vrstvy, kdy se oxid hlinitý Al2O3 odstraňuje z povrchu a hliník se „otevře“ pro svařování (vytvoří se tzv. sklo). Tento čisticí účinek je důvodem použití střídavého proudu pro svařování hliníku TIG.
- od zápornému pólu ke kladnému = záporná půlvlna, kdy je elektroda v hořáku mínus a svařenec plus, což znamená, že hořák přenáší teplo na svařenec a kov se taví.
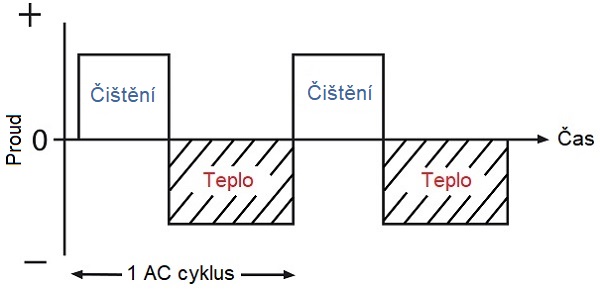
Stručně řečeno: oxid Al2O3 se odstraní v kladné polovině a kov se roztaví v záporné polovině. Výsledkem je neustálý cyklus čištění s ohřevem:
Nastavení parametrů svářečky na svařování hliníku – frekvence a balance
Povíme si o dvou parametrech a jejich nastaveních na svářečce TIG AC/DC, které je užitečné znát a chápat, když chcete při svařování hliníku metodou TIG dosáhnout optimálních výsledků. Je to frekvence a balance.
Frekvence proudu
Frekvence se využívá při nastavovaní jemnosti svařování.
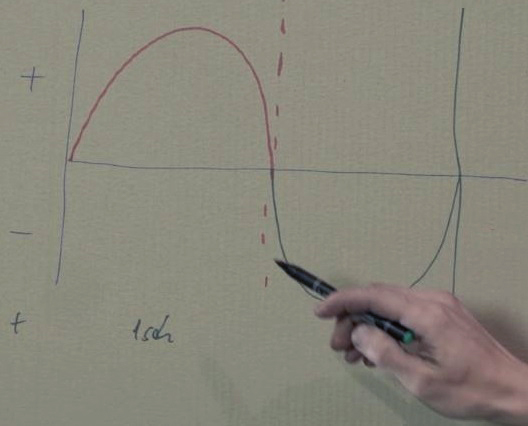
Frekvence střídavého proudu nám při svařování udává, kolikrát za 1 sekundu se změní polarita střídavého proudu, tedy kolikrát nám přejde hořák z plusu do mínusu. Jednotka frekvence je hertz (Hz). Frekvence 100 Hz tak vyjadřuje 100 oscilací (pravidelných dějů) za 1 sekundu.
Znázornění jednoho průběhu vlny (takovouto křivku oscilace používali první TIG svářečky):
Dnešní svářečky mají obdélníkový průběh vlny, proto se při svařování hliníku vytváří nejvíc tepla, tato vlna je velmi dobrá pro svařování:

Nastavení frekvence na svářečce TIG AC/DC
Čím je frekvence vyšší, tím je přesnější a oblouk stabilnější. Obrazně můžeme vysokou frekvenci přirovnat ke skalpelu. Vyšší frekvence se používá na svařování jemných věcí, např. plechovky nebo hliníkové plechy tloušťky 1 mm – max. 3 mm. Při vyšší frekvenci svařování je ale průvar menší.
Čím je frekvence nižší, tím je svařování „hrubší“, jako kladivem. Nižší frekvence se používá pro svařování silnějších materiálů kvůli dosažení optimálního průvaru, např. na materiál silnější než 5 mm použijeme frekvenci kolem 60 Hz.
Výšku nastavené frekvence poznáte i podle tónu, vyšší frekvence má vysoký tón, nižší frekvence tón nižší.
TEST nastavení frekvence proudu
Paľo Kováčik z firmy KOBALTSKY nám otestoval různé nastavení frekvence na TIG svářečce Pontig 202 AC/DC Most. Materiál má tloušťku 2 mm.
- Na svářečce máme nastavenou vysokou frekvenci 250 Hz (250 oscilací za 1 sekundu). Takto vysoká frekvence nám nechává dost času na vytvoření svarové lázně, ale nastává zde problém u průvarů. Je tu jemný průvar, u 2mm plechu jde o ideální výsledek. U silnějšího materiálu by to byl problém.
- Na svářečce máme nastavenou nejnižší frekvenci 20 Hz (20 oscilací za 1 sekundu). Svar je širší, teplo se tvoří jinak, jakoby vyráběné kladivem. U 2mm je vytvořený průvar přehnaný, u silnějších materiálů by byl ideální.

Srovnání svarů s frekvencí svářečky nastavené na 20 Hz a 250 Hz

Srovnání průvarů s frekvencí svářečky nastavené na 20 Hz a 250 Hz
Balance, čištění, cleaning action – nastavitelná úroveň čištění hliníku
Parametr Balance v AC režimu nám umožňuje nastavit poměr záporného a kladného proudu v rámci střídavého proudu, který ovlivňuje rychlost svařování a čistotu svaru pro hliník a jeho slitiny.
Jinak řečeno, jako dlouho je hořák plus a svařenec mínus, a naopak. Většinou se vyjadřuje v % nebo běžných číslech, prodejci v označovaní frekvence nejsou jednotní. Např. svářečka Pontig 202 AC/DC Most udává parametr Balance v procentech.
Balance vidíme podle bílých částí na okraji svaru, což jsou oxidy hliníku, které se odstraňují.
Nastavení Balance na svářečce TIG AC/DC
Základní nastavení Balance je 30/70. Jde o zlatý střed, kdy by měl být svar pěkný, čistý, nekontaminovaný. S tímto nastavením byly provedené i předchozí dva svary. V praxi 30/70 znamená, že:
- hořák je 30 % času oscilace v plusu – tehdy proud přechází ze svařence do hořáku a odstraňuje oxidační vrstvu,
- a následně je hořák 70 % času v mínusu – tehdy přechází teplo z hořáku do svařence a bez oxidační vrstvy nám vytvoří tzv. sklo a můžeme svařovat hliník.
Vyšší hodnoty parametru Balance mají za následek rychlejší svařování, užší svarovou lázeň, koncentrovanější oblouk, hlubší průnik a nižší ohřev wolframové elektrody. Příliš vysoké hodnoty ale způsobují špinavou svarovou lázeň.
Nižší hodnoty Balance způsobí čistější svarovou lázeň a pomalejší svařování. Při příliš nízké hodnotě budeme mít širší oblouk, mělčí průnik, vyšší přehřátí a opotřebení elektrody (vidíte podle tvorby kuliček na hrotu elektrody), horší zapálení oblouku a jeho směrování a odoxidování povrchu.
Stejně jako u frekvence ale nenajdete jednotný způsob nastavování tohoto parametru, závisí na výrobci.
I když většina výrobců má přednastavené svářečky na hliník na Balance 30/70, je vždy třeba svářečku vyzkoušet a nastavit si ji před každou prací, abychom dosáhli optimálních výsledků.
TEST nastavení Balance
Paľo Kováčik opět k testování použil svařovací invertor Pontig 202 AC/DC, tentokrát si pohrál s parametrem Balance. U této TIG svářečky na hliník je Balance nastavený na 50 %, což by mělo znamenat, že 50 % oscilace je hořák plus a zbylých 50 % je mínus, ale není to tak. Ve skutečnosti jde o optimální nastavení 30/70, což je poněkud matoucí.
1. Nastavíme si extrém 15/85, tj. 15 % času oscilace je hořák plus a svařenec mínus a 85 % času oscilace bude hořák mínus a svařenec plus.
Čisticí akce je takto nastavená na minimální čištění a na svaru bude vidět „zcukernatění“, resp. znečištění, kontaminace oxidem hliníku. Na svaru vidíme jemné znečištění, když porovnáme svary, kde byl nastavený Balance 30/70, je tam podstatný rozdíl.
Balance nám ovlivňuje i průvar. Při 100 Hz je průvar tak široký jako při 20 Hz.
2. Nastavím opačný extrém: Balance je 65/35 %, tj. 65 % času oscilace je hořák plus a svařenec 35% mínus. Čisticí akce probíhala 65 %, tak dlouho nám přecházel proud ze svařence do hořáku, což způsobovalo nadměrné rozpálení wolframové jehly, což vidíme jako kuličku na konci (wolfram se roztavil) a následně kontaminaci svaru wolframu hned na začátku. Svar nevypadá hezky, průvar je dost velký.
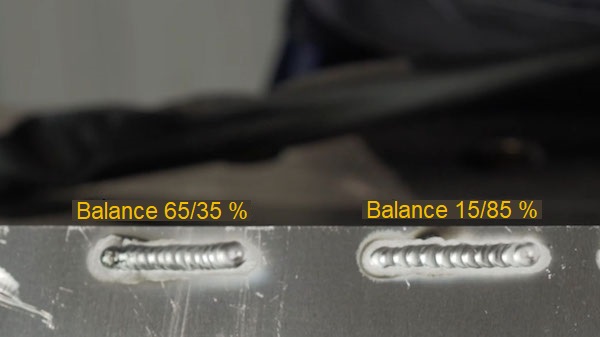
Výsledek testu svařování s nastavením parametru Balance na 15/85 vs. 65/35

Závěrečné srovnání všech čtyřech svarů – zleva svary s frekvencí 250 Hz a 20 Hz s nastavením Balance 30/70, další dvojice s nastavením Balance v extrémech 15/85 a 65/35
Hlavní parametry při svařování hliníku
Ke svařování hliníku se používá střídavý proud AC a hlavními parametry, které musíme znát, jsou Balance a Frekvence. Zatímco Balance ovlivňuje míru čistoty svarů, změna frekvence souvisí s hloubkou průvaru. Na základě dobrého nastavení dokážeme vytvořit kvalitnější a hezčí svary. Každý svářeč se musí „vysvařovat“, aby uměl odhadnout a nastavit parametry pro svařování podle materiálu. Každá svářečka TIG AC/DC má jiného výrobce a jiné možnosti nastavení, proto je třeba zkoušet a nastavovat, abychom dosáhli co nejlepších výsledků. Při svařování hliníku přejeme hodně trpělivosti a chuti experimentovat :)
Pro nadšence do svařování hliníku máme článek o sedmi krocích, které vedou ke správnému svařování – Návod na svařování hliníku.
Případně blog Příslušenství pro TIG svářečky – na co nezapomenout při koupi?, protože i těm nezkušenějším svářečům se může stát, že na nějakou součást zapomenou :).
váš tým Solík