V minulosti jsme recenzovali oblíbené svářečky CO2 značky MOST - Fanmig J5, Fanmig 201 LCD a také jsme provedli velké porovnání svářeček MIG/MAG. Nyní jsme pro vás připravili recenzi MIG/MAG svářečky Fanmig 202 LCD, která jistě osloví nejednoho kutila či profesionála. Díky synergickým programům usnadní tato svářečka práci každému - je vhodná do každé dílny, garáže, ale i do profesionálních výrobních podniků.

Testování svářečky MIG/MAG Fanmig 202 LCD MOST se synergií
Co je synergické svařování (synergie)?
Synergie (nebo součinnost) ve svařování označuje synergické svařovací programy (křivky), které jsou navrženy tak, aby automaticky optimalizovaly více nastavení svařovacího stroje současně. Jedná se o synergický (vzájemný) přístup k nastavení různých svařovacích parametrů (např. svařovacího proudu, napětí, rychlosti posuvu drátu atd.) za účelem dosažení optimálního výkonu.
V praxi to znamená, že synergické svařování umožňuje svářeči vybrat a nastavit např. typ materiálu a jeho tloušťku při svařování a systém sám automaticky nastaví potřebné parametry. Díky synergickému svařování je proces svařování plynulejší a efektivnější, a to i bez nutnosti ručního nastavování a dolaďování svařovacích parametrů. Mnoho svářečů má možnost uložit často používané programy do paměti a při dalším svařování je znovu použít.
Svařovací invertor Fanmig 202 LCD MOST má možnost synergického nastavení programů. Ne každý svařovací invertor však tuto funkci má. Touto funkcí disponují především svařovací invertory, ale výjimečně se synergie může vyskytnout i u starších transformátorových (trafo) svářeček.
Základní technické parametry svářečky Fanmig 202 LCD MOST
Ovládací panel Fanmig 202 LCD na první pohled zaujme širokou škálou nastavení a parametrů. Rozhodně patří do profesionální třídy vzduchem chlazených svářeček a je určena pro montážní práce, opravy karoserií, zámečnické dílny a provozovny - je to skutečně stroj pro každodenní použití. Ovládací panel je chráněn plexisklem, které si zachovává svou polohu i při odklopení.

Ovládací panel svařovacího stroje chráněný plexisklem
Tato svářečka nabízí celou řadu svařovacích metod od jednoduchých až po pokročilé funkce - MIG/MAG, TIG Lift ARC (Lift TIG), MMA a pájení. Synergii lze použít pouze pro svařování metodou MIG/MAG, pro které je svářečka primárně určena.

Výběr programů svářečky Fanmig 202 LCD MOST
Pomocí výše zmíněného přehledného ovládacího panelu je možné zvolit synergické křivky pro různé typy materiálů - ocel, CrNi nerezovou ocel, hliník a CuSi3 dráty. Svářečka používá 5 kg cívky drátu s průměrem ocelového drátu 0,6, 0,8 a 1,0 mm (pro průměr 0,6 mm je třeba dokoupit kladku 30/22 V, která není součástí standardní výbavy). U hliníkového drátu je průměr 1,0 mm, u nerezového drátu 0,8 a 1,0 mm. Díky funkci použití speciálního drátu CuSi3 je možné i tvrdé pájení s dráty o průměru 0,8 mm. Po změně polarizace lze použít i trubičkové dráty o průměru 0,8 nebo 0,9 mm.
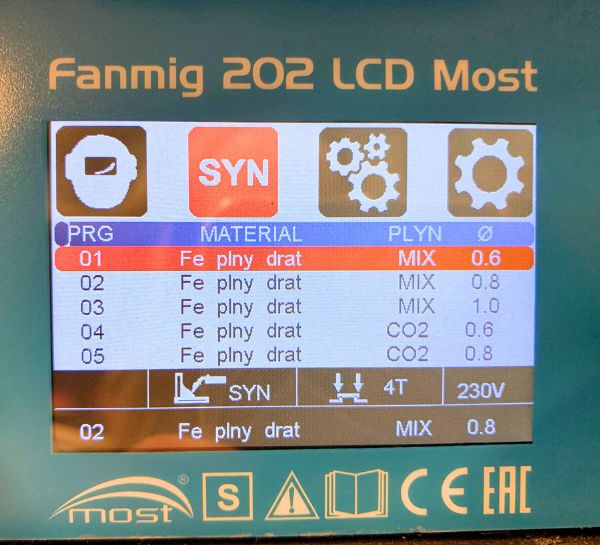
Výběr materiálu, plynu a průměru drátu ve programu MIG/MAG synergie PA (svařovací poloha shora dolů)
Podavač drátu je dvoukladkový - spodní kladka však obsahuje ozubení, které přenáší točivý moment i na horní kladku. Díky tomu nebude mít svářeč problém s podáváním drátu ani při použití delších hořáků MIG/MAG - například i 5m délky.
Svářečka Fanmig 202 má jednofázové napájení 1 x 230 V. Její součástí je také PFC (power factor corrector - korekce účiníku), která zajišťuje stabilní svařování při kolísání síťového napětí. Díky němu tento svařovací invertor méně zatěžuje elektrickou síť, nepřetěžuje jistič a lze jej také připojit k elektrocentrále nebo pomocí delších prodlužovacích kabelů. Rozsah svařovacího proudu pro svařování metodou MIG/MAG je 20 - 200 A. Maximální rozsah proudu i přípustné zatížení budou podrobněji popsány u jednotlivých metod svařování.
Mezi další funkce svářečky patří například pohotovostní režim (stand-by). Po spuštění svářečky se zapne ventilátor - z hlediska hlučnosti dosahuje v klidovém stavu přibližně 29 dB, při zapnutí přibližně 64 dB. Velkou výhodou je, že pokud svářečka nesvařuje, ventilátor to zjistí a vypne se.
Nevýhodou je snad jen vyšší hmotnost - svářečka je ve srovnání s podobnými svářečkami ve své třídě o něco masivnější a těžší. Hmotnost svářečky Fanfig 202 LCD MOST je přibližně 19 kg i s napájecím kabelem.
Nastavení režimů svařování pro metodu MIG/MAG
Fanmig 202 LCD zvládá řadu metod svařování, ale primárně se jedná o svářečku MIG/MAG. Důležitým parametrem je zatěžovatel pro konkrétní metodu svařování. Ten udává, jak dlouho lze svařovat daným svařovacím proudem v rámci svařovacího cyklu. Doba cyklu je 10 minut (což je 100 %) a dovolený zatěžovatel (DZ) je udáván v %. Pokud je například DZ 60 %, znamená to, že svářeč svařuje proudem 150 A po dobu 6 minut a 4 minuty se svářečka chladí. Norma STN EN IEC EN 60974-1 nařizuje měřit zatěžovatel při teplotě kolem 40 °C, takže v našich podmínkách může být reálné % vyšší.
| Zatěžovatel - svařování MIG/MAG | |
|---|---|
| Rozsah svařovacího proudu | 20 - 200 A |
| Svařovací proud (DZ = 100%) | 130A |
| Svařovací proud (DZ = 60%) | 150A |
| Svařovací proud (DZ = 30%) | 200A |
Svařovací režim MIG/MAG vyniká zejména synergií a možnostmi nastavení, které zvládne i úplný začátečník. Podávání drátu a napětí je možné nastavit i manuálně. Pro svařování metodou MIG/MAG je možné zvolit programy:
- MIG/MAG manual - ruční režim s ručním nastavením parametrů.
- MIG/MAG synergie PA - synergický režim v poloze PA (na tupo - vodorovná shora).
- MIG/MAG synergie PB - synergický režim v poloze PB (koutový svar - vodorovná šikmo shora).
Nastavení synergie MIG/MAG
Synergické režimy svařování (MIG/MAG synergie PA a MIG/MAG synergie PB) automaticky nastavují další parametry svařování na základě zvoleného materiálu, ochranného plynu a průměru svařovacího drátu. Parametry lze dále doladit pomocí tzv. korekce napětí (od -4V do +4V). Rozdíl oproti synergii PA a PB je pouze ve svařovací poloze, ostatní možnosti nastavení jsou stejné.
Jak u MIG/MAG synergie PA, tak u MIG/MAG synergie PB je možné vybírat z několika programů:
| Číslo programu | Materiál | Plyn | Průměr drátu |
|---|---|---|---|
| 1 | Fe plný drát (ocel) | MIX | 0,6 mm |
| 2 | Fe plný drát (ocel) | MIX | 0,8 mm |
| 3 | Fe plný drát (ocel) | MIX | 1,0 mm |
| 4 | Fe plný drát (ocel) | CO2 | 0,6 mm |
| 5 | Fe plný drát (ocel) | CO2 | 0,8 mm |
| 6 | Fe plný drát (ocel) | CO2 | 1,0 mm |
| 7 | Fe trubička (trubičkový drát ocel) | No G | 0,8 mm |
| 8 | CrNi plný drát | MIX | 0,8 mm |
| 9 | CrNi plný drát | MIX | 1,0 mm |
| 10 | AlMg plný drát (hliník) | Ar | 1,0 mm |
| 11 | CuSi3 | Ar | 0,8 mm |
Po výběru programu lze ještě doladit další nastavení (platí pro synergický i manuální program):
- Nastavení 2T/4T (dvoutakt nebo čtyřtakt)
- Dohoření- hodnoty (0 - 10)
- Počáteční rychlost - hodnoty (0 - 10)
- Předfuk - hodnoty (0 - 2s)
- Dofuk - hodnoty (0 - 10s)
- Tlumivka (ovlivňuje měkkost/tvrdost svaru) - hodnoty (0 - 10)
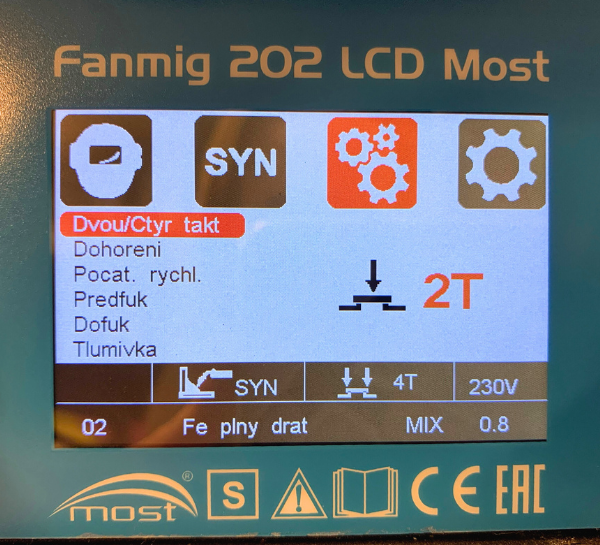
Dodatečná nastavení pro synergický a manuální režim svařování MIG/MAG
Po nastavení svářečky nabízí ovládací panel vizualizaci sváru - grafika také ukazuje, jak korekce ovlivňuje tvar sváru. Spodní lišta vždy informuje o nastaveném programu, svařovacím proudu v ampérech (A) a také o možném nastavení korekce ve voltech (V).
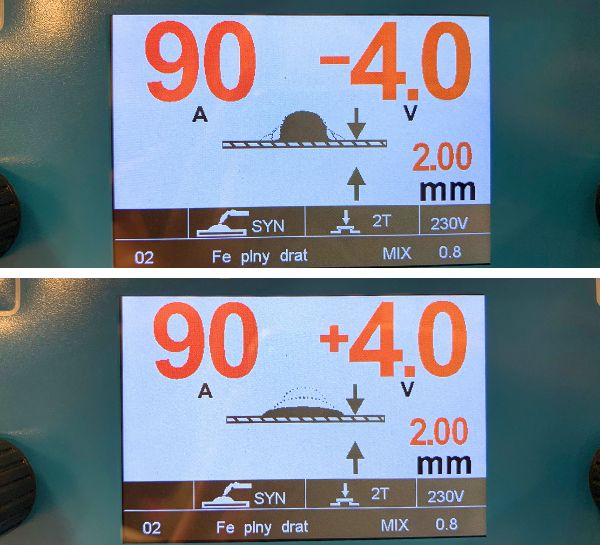
Vykreslování svaru v režimu synergie MIG/MAG PA
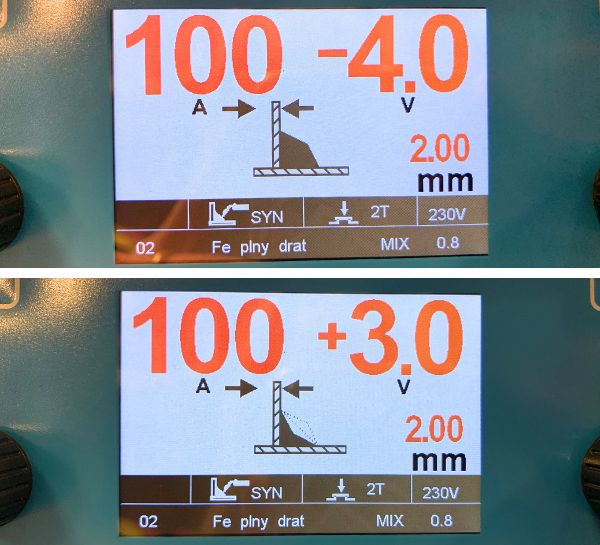
Vykreslování svarů v režimu synergie MIG/MAG PB
Manuální nastavení MIG/MAG
V režimu MIG/MAG manual (plně manuální režim) je ikona synergie vypnutá (v tomto režimu ji již nelze použít), ale lze nastavit další nastavení (2T/4T, předfuk, dofuk atd.). Nejprve se nastaví manuální režim:
- Posuv drátu v m/min (hodnoty 1,5 - 16,5 m/min).
- Napětí (hodnoty 10 - 27 V)
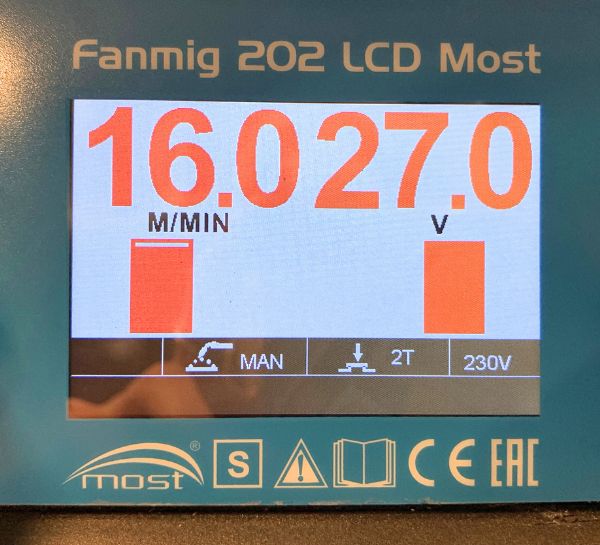
Volba parametrů (posuv drátu a napětí) v manuálním režimu
Program pro tvrdé pájení s dráty CuSi3 v synergickém režimu MIG/MAG
Právě program CuSi3 odlišuje svářečku od konkurence v podobné třídě - používá se například pro spojování pozinkovaného plechu při opravách karoserií, aniž by došlo k poškození ochranného nátěru. Pájení je možné s drátem CuSi3 o průměru 0,8 mm se cívkami D200 o hmotnosti 5 kg. Většina zařízení stejné třídy není schopna svařovat s programem CuSi3 (i když tento program má, cena je mnohonásobně mnohem vyšší).
Různé tloušťky materiálů a příklady svarů metodou MIG/MAG
Díky synergickým programům svářečky Fanmig 202 LCD MOST je svařování opravdu snadné. Stačí zvolit typ materiálu, plyn a průměr drátu a svářečka si sama nastaví parametry. Napětí je však možné ještě doladit pomocí korekce, kde svářečka také graficky znázorní, jak bude svar vypadat.
Když je nastaven program číslo 2 (Fe plný drát MIX 0,8 mm) v režimu synergie MIG/MAG PA a PB jsme vyzkoušeli svařování různých tlouštěk materiálu. Jak to všechno dopadlo, se můžete podívat s naším kamarádem svářečem Petty Dráčem, který si Fanmig 202 LCD vyzkoušel ve videu na svém kanálu YouTube.

Ukázka svaru v synergii MIG/MAG PB, Fe pevný drát MIX 0,8 mma s 3 mm hrubým materiálem
Metoda MMA (svařování obalovanou elektrodou)
Svářečka Fanmig 202 LCD je vhodná i pro svařování metodou MMA. Maximální hodnota svařování a dovolené zatížení pro svařování metodou MMA je následující:
| Zatěžovatel - svařování MMA | |
|---|---|
| Rozsah svařovacího proudu | 10 - 200 A |
| Svařovací proud (DZ = 100%) | 120A |
| Svařovací proud (DZ = 60%) | 140A |
| Svařovací proud (DZ = 25%) | 200A |
Při výběru možnosti svařování MMA elektroda je synergický režim opět deaktivován. Další nastavení v tomto režimu jsou:
- HOT start - počáteční navýšení počátečního svařovacího proudu pro snazší zapálení oblouku (0 - 10).
- ARC force - přidání nebo odebrání svařovacího proudu pro stabilizaci oblouku a vytvoření rovnoměrného svaru (0 - 10).
Svařovací invertor je vhodný pro svařování všemi typy elektrod ( bazické a rutilové pro různé materiály - hliník, nerezová ocel atd.)
Metoda TIG Lift ARC (Lift TIG)
Invertor podporuje také svařování metodou TIG s dotykovým zapalováním oblouku (TIG Lift ARC) - není možné svařování TIG HF s vysokofrekvenčním zapalováním. Více informací o rozdílech mezi těmito metodami si můžete přečíst také v blogu o metodách svařování TIG. Rozsah svářecího proudu a zatěžovatelů při svařování TIG:
| Zatěžovatel - svařování TIG | |
|---|---|
| Rozsah svařovacího proudu | 10 - 200 A |
| Svařovací proud (DZ = 100%) | 140A |
| Svařovací proud (DZ = 60%) | 150A |
| Svařovací proud (DZ = 25%) | 200A |
V tomto režimu také nemůžete používat synergii, pouze manuální nastavení. Opět lze použít dodatečná nastavení:
- Nastavení 2T/4T (dvoutakt nebo čtyřtakt)
- Doběh proudu
- Dofuk
Profesionální svářečka Fanmig 202 LCD na doma
Jak jsme již zmínili,v minulosti jsme ve videoblogu porovnávali různé MIG/MAG svářečky - od těch běžně dostupných v nabídce obchodních řetězců až po profesionální modely. Dva nejprodávanější modely jsou Fanmig J5 od Mostu (jednoduchý a skvělý pro hobby svařování) a Perun 200 od Alfa In, který vynikal zejména synergickými programy (křivkami).
Právě svářečka MIG/MAG FANMIG 202 LCD MOST tyto dva modely spojuje. Sdílí stejný operační systém jako český Perun 200 a zároveň jednoduchost a kompaktnost svářečky Fanmig J5. Svářečka Fanmig 202 LCD má zkrátka vše, co lze od přenosné svářečky MIG/MAG očekávat. S FANMIG 202 LCD si už nemusíte vybírat.
Srovnání MIG/MAG svářeček Fanmig J5, Fanmig 202 LCD a Perun 200 MIG SYN Alfa IN
|
|
|
| |
| Metody svařování | MIG/MAG (synergie PA, PB, manual) TIG Lift ARC MMA | MIG/MAG (synergie PA, PB, manual) TIG Lift ARC MMA | MIG/MAG TIG Lift ARC MMA |
| Rozsah svařovacího proudu | MIG/MAG: 20 – 200 A, MMA: 10 – 200 A, TIG: 10 – 200 A MIG/MAG DZ=100% - 130A DZ = 60% - 150A DZ = 30% - 200A | MIG/MAG: 20 – 200 A, MMA: 10 – 200 A, TIG: 10 – 200 A MIG/MAG DZ=100% - 130A DZ = 60% - 150A DZ = 30% - 200A | MIG/MAG: 30-200 A, MMA: 10-160 A, TIG: 10-180 A MIG/MAG DZ=100% - 90A DZ=20% - 200A |
| Svařovaný materiál | ocel, nerezová ocel, hliník, CuSi3 | ocel, nerezová ocel, hliník, CuSi3 | ocel, nerezová ocel |
| Průměr svařovacího drátu | Ocel: 0,6 - 1,0 mm, Hliník: 1,0 - 1,2 mm Trubičkový: 0,8 - 0,9 mm CuSi3: 0,8 mm | Ocel: 0,6 - 1,0 mm, Hliník: 0,8 - 1,0 mm Trubičkový: 0,8 - 1,2 mm CuSi3: 0,8 mm | Ocel: 0,8 - 1,0 mm Trubičkový: 0,8 - 1,0 mm |
| Maximální tloušťka materiálu | 8,5 mm (v manuálním režimu zvládne i tloušťku 10 mm) | 7 mm | 8 mm |
| Hmotnost | 19 kg | 17,3 kg | 9,2 kg |
| Funkce | MIG/MAG: 2-takt/4-takt, dohořívání, počáteční rychlost, předfuk, dofuk, tlumivka TIG: 2-takt/4-takt, dofuk, dohořívání. MMA: Hot Start, Arc Force | MIG/MAG: 2-takt/4-takt, dohořívání, počáteční rychlost, předfuk, dofuk, tlumivka TIG: 2-takt/4-takt, dofuk, dohořívání. MMA: Hot Start, Arc Force | MIG/MAG: 2-takt/4-takt MMA: aktivace napětí VRD |
| Výhody | ✔synergie s mnoha programy | ✔synergie s mnoha programy | ✔ synergie |
| Nevýhody | X vyšší hmotnost | X plastový kryt displeje nedrží zvednutý | X hlučný ventilátor X displej nezobrazuje křivky a vizualizaci svarů |
| Cena (v sadě se základním příslušenstvím) | cca 30 000,- Kč | cca 30 000,- Kč | do 15 000,- Kč |



Proč si vybrat Fanmig 202 LCD?
Svařovací invertor Fanmig 202 LCD MOST je vhodný pro každého - ať už jste profesionální svářeč nebo domácí kutil. Přestože se jedná o profesionální svářečku, paradoxem je, že je vhodná i pro začátečníky, kteří se rádi učí, ale již hledají něco lepšího do své dílny. Díky synergickým programům mohou i začátečnické sváry vypadat jako od profesionála.
Díky synergii nabízí svářečka optimální výkon a efektivitu i bez nutnosti ručního nastavení parametrů. Díky metodám svařování MIG/MAG, MMA a TIG Lift ARC zvládá svařování různých materiálů a tlouštěk (do 8,5 mm, ale při manuálním nastavení až do 10 mm). Díky programu se svařovacím drátem CuSi3 je Fanmig 202 LCD vhodný i pro tvrdé pájení pozinkovaných plechů, což ocení zejména autoservisy a karosáři, protože tento speciální drát nenaruší povrchovou úpravu.
Jana B.



