Nejprodávanější svářečku značky MOST doplnila pulzní technologie. Na trhu se tak objevila novinka – Fanmig J5 Pulse na pulzní svařování hliníku, nerezu a oceli. Svářečka Fanmig J5 je u našich zákazníků velmi oblíbená a tak jsme se nemohli dočkat testování nového modelu. Na její hodnocení a nastavení parametrů při svařování jednotlivých materiálů jsme se podívali spolu se zkušeným profesionálním svářečem Pavlem Kováčikem – Kobaltskym.

Recenze invertorové svářečky Fanmig J5 Pulse MOST od Pavla Kováčika z firmy Kobaltsky, Zdroj: Solík SK
Výhody pulzního svařování – kvalitní svary a menší rozstřik
Svařování pulzním elektrickým obloukem se oproti klasickému svařování CO2 vyznačuje více výhodami. Pulzní elektrický oblouk funguje ve dvou fázích – fáze proudu s nízkým výkonem a fáze pulzního proudu s vysokým výkonem, který nezkratuje. K přenosu kapky kovu do svaru dochází právě ve fázi pulzního proudu, kdy se částečky materiálu oddělují díky přesně dávkovanému pulzu. Právě proto při pulzním svařování nevzniká téměř žádný rozstřik.
Na jaké materiály je pulzní svařování vhodné?
Nízký rozstřik a malý průvar materiálu zajišťují, že je tato metoda doporučovaná při svařování MIG/MAG i TIG, a to zejména při svařování tenkých plechů. Pulzní svařování je vhodné pro hliník a jeho slitiny a také pro vysoce legované oceli.
Při porovnání klasické a pulzní svářečky Fanmig J5 patří mezi výhody pulzního svařování proto jednoznačně absence rozstřiku při svařování. Svary jsou také kvalitnější a houževnatější a svařování hliníku, nerezu i oceli je díky pulzní technologii méně náročné.
Pulzní svařování hliníku – příprava a nastavení parametrů invertorové svářečky
Příprava svařovacího příslušenství i materiálu před samotným svařováním patří mezi nejdůležitější kroky. Pro svařování hliníku invertorovou svářečkou Fanmig J5 Pulse je třeba ještě následující příslušenství:
-
lahev s ochrannou atmosférou inertního plynu (argon),
-
svařovací hořák na hliník s teflonovým bowdenem, díky kterému se hliník nebude zadrhávat a plynule se vsune do svarové lázně,
-
svařovací špičky na hliník – v tomto případě by svařovací špičky měly být o něco větší než je průměr svařovacího drátu (u svařovacího drátu s průměrem 1,0 mm volíme špičky velikosti 1,2 mm). Doporučujeme svařovací špičky určené na hliník, aby se svar nelepil a svařování tak bylo pohodlnější a jednodušší.
-
svařovací kleště na jednodušší manipulaci s drátem a náhradními díly hořáku,
-
separační sprej na hořák, který zajistí, aby se kuličky roztaveného kovu nelepily na hubici,
-
úhlovou brusku s čisticím kotoučem Scotch Brite XT Pro Extra Cut na očištění hliníku před svařováním.

Příprava svařovacího příslušenství před svařováním, Zdroj: Solík SK
Čištění hliníku před začátkem svařování invertorem s pulzním režimem
Při svařování hliníku pulzním svařováním je vždy třeba povrch hliníku důkladně očistit. Na povrchu se totiž hliník pokrývá tenkou vrstvou oxidu hlinitého. Právě ta je důvodem vysoké odolnosti vůči korozi, ale při svařování může být problémem. Oxidovaná tenká vrstva má totiž vyšší teplotu tavení než samotný hliník. Řešením je svařování střídavým proudem, o kterém si můžete přečíst v článku Jak svařovat hliník – nastavení parametrů svářečky TIG AC/DC, nebo vyčištění a pulzní svařování.
Čištění (odstranění oxidu z povrchu) je možné zajistit mechanicky nebo chemicky. Po krátké době se na vzduchu vrstva opět vždy přirozeně vytvoří.
V tomto případě jsme se rozhodli pro mechanické čištění, konkrétně kotouč Scotch Brite Clean & Strip třídy XT Pro Extra Cut, který obsahuje minerál oxidu hlinitého a je ideální na přípravu povrchu podkladového materiálu.
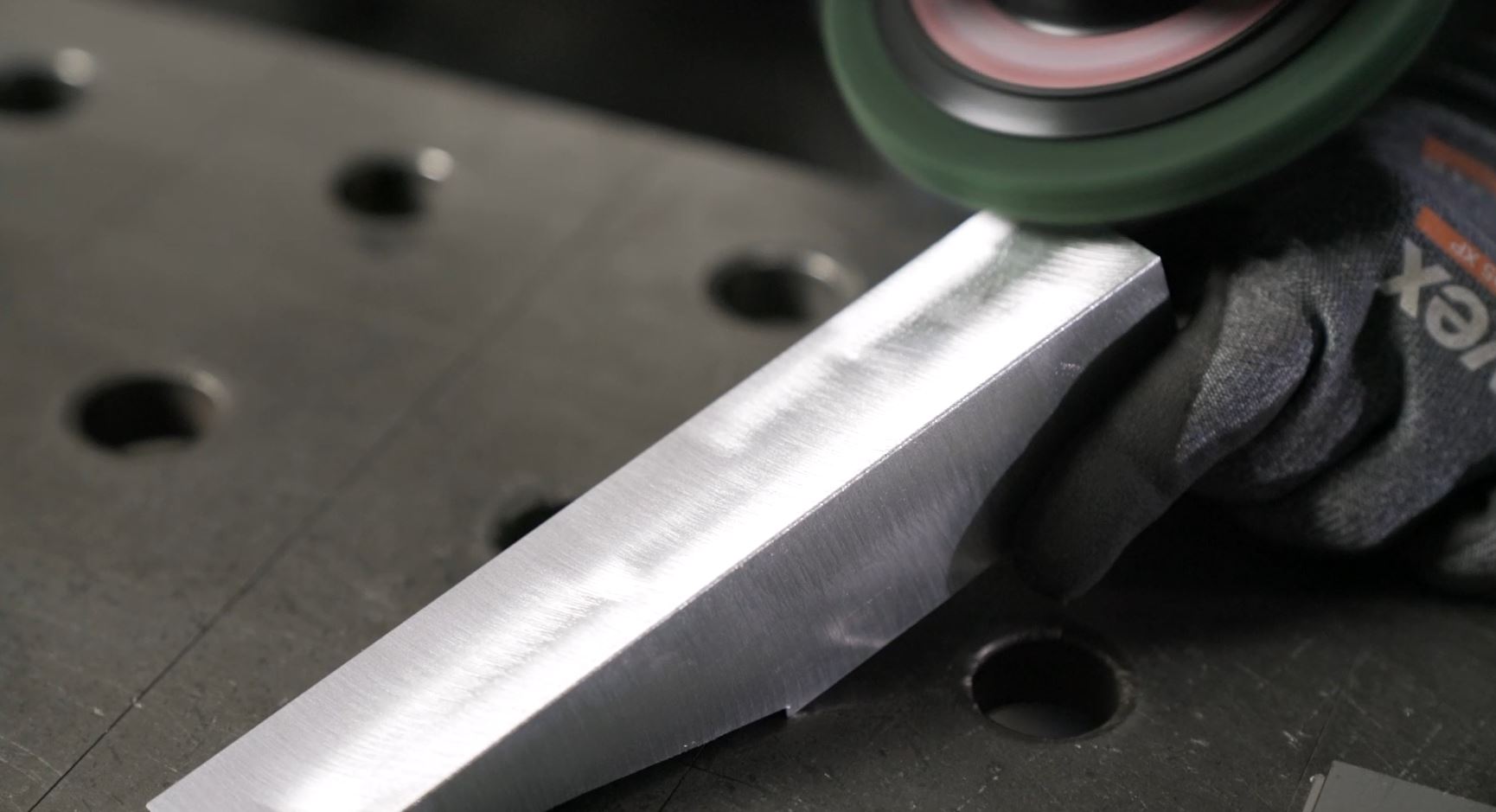
Mechanické čištění hliníku pomocí kotouče Scotch Brite XT Pro Extra Cut 3M, Zdroj: Solík SK
Ovládací panel a nastavení parametrů pulzní J5 MOST
Invertorová svářečka Fanmig J5 Pulse je určená pro svařování hliníku, nerezu i oceli. Na jejím ovládacím panelu je víc možností nastavení parametrů na svařování různých materiálů. V základním nastavení dokážeme nastavit svařovací proud (Amps – ampéry, při kterých svařujeme) a doladit Napětí (Voltage – V).
Po stlačení obou tlačítek se dostaneme do rozšířené nabídky, kde je možné nastavovat další parametry
- tvrdost oblouku (FORCE),
- svařovací program – přídavný materiál a plyn, kterým svařujeme,
- průměr drátu,
- nastavení čtyřtaktu, nebo dvoutaktu při svařování (MODE),
- dohoření (BURN),
- vzdálenost vysunutí drátu při svařování (StFd),
- předfuk (Preg),
- dofuk (Post)
- i nastavení režimu (pulzní režim, dvojitý pulz nebo klasický MIG/MAG).
Nastavení svářečky je možné ukládat a znovu načítat pomocí funkcí SAVE a LOAD. Více o konkrétních parametrech a nastaveních si můžete přečíst i v návodu ke svářečce Fanmig J5 Pulse.

Ovládací panel CO2 svářečky Fanmig J5 Pulse MOST, Zdroj: Solík SK
Nastavení pulzní svářečky pro svařování hliníku
Pro žádný způsob použití není nastavení parametrů všeobecně dané – to znamená, že neexistuje všeobecně funkční nastavení a vždy je k němu třeba přistupovat individuálně. Během našeho testu svářečky Fanmig J5 Pulse se nám osvědčila následná nastavení:
Voltage = 280 V (46 %)
Tvrdost oblouku (FORCE) = 20 %
Program = AlMg
Přídavný materiál a svařovací plyn = AlMg5 a Ar
Průměr drátu = 1,0 mm
MODE = 4T (4takt)
Dohoření (BURN) = 0 %
Vzdálenost vysunutí drátu při svařování (StFd) = 1,0 mm
Předfuk (Preg) = 1,0 s
Dofuk (Post) = 1,0 s
Nastavení pulzního režimu = PulseMIG
Při svařování používáme inertní plyn argon a průtok plynu nastavíme na 12–13 l.
Svařování hliníku v pulzním režimu metodou MIG/MAG, Zdroj: Solík SK
Díky takto nastaveným parametrům svářečky dokážeme v pulzním režimu docílit metodou MIG/MAG krásného čistého svaru (hliník není černý), velmi podobnému svařování metodou TIG.
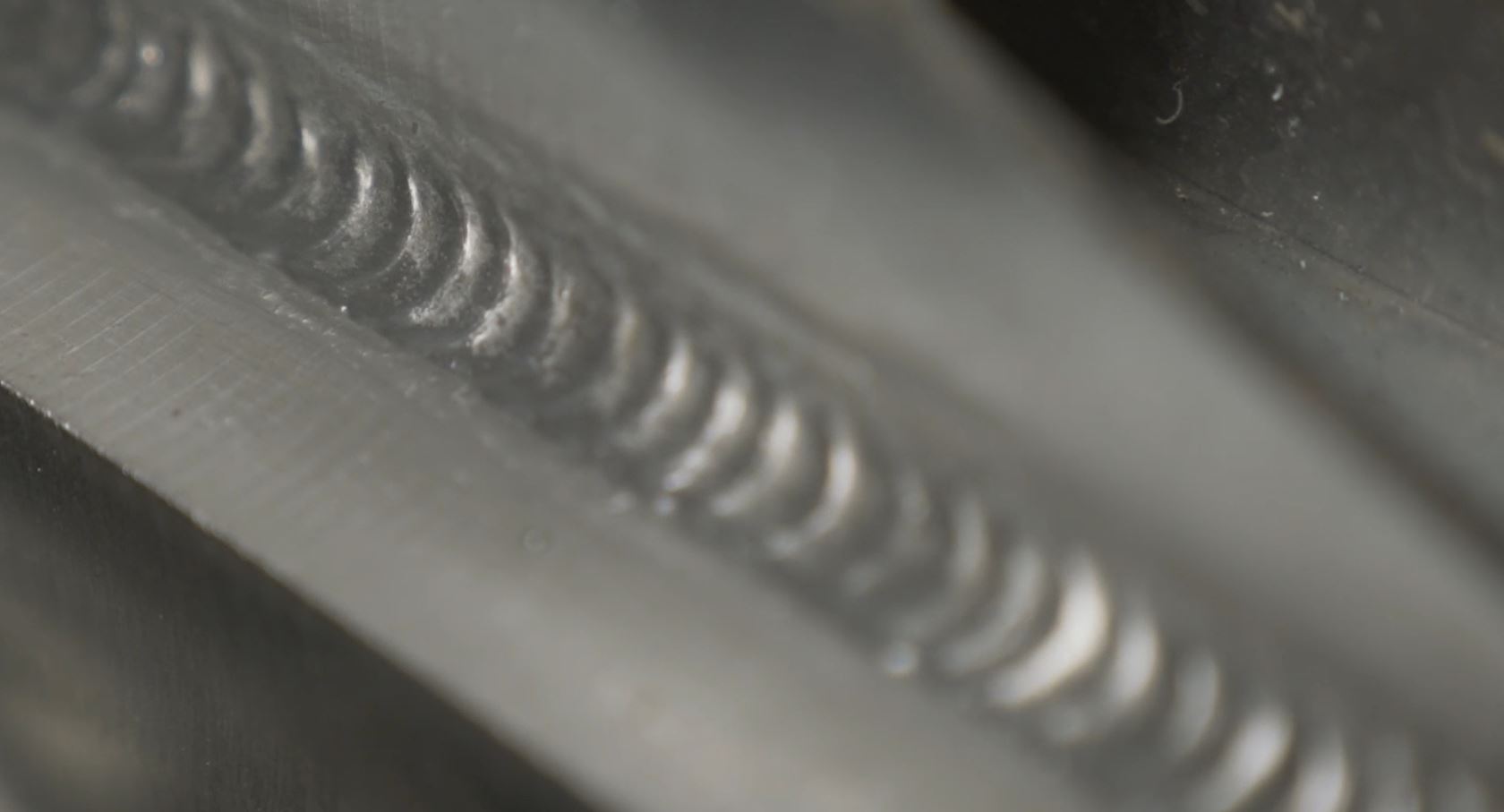
Kvalitní hliníkový svar metodou MIG/MAG bez rozstřiku, Zdroj: Solík SK
Pulzní svařování nerezu – příprava a nastavení CO2 svářečky Fanmig J5 Pulse
Stejně jako při svařování hliníku je třeba vždy dbát na správnou ochranu těla i dýchacích cest. Při svařování nerezu využíváme místo čistého argonu, lahev s plynem MIX, která obsahuje 98 % argonu a 2 % CO2.
Použijeme stejný svařovací hořák jako v předcházejícím případě – M24 MOST 2 m s teflonovým bowdenem – ale pouze z toho důvodu, že svařujeme vzorky. U náročnějšího a delšího svařování (například v sériové výrobě) bychom doporučili delší svařovací hořák M24 s ocelovým bowdenem. Tento hořák je vhodný i na pulzní svařování, vzhledem k tomu, že je jeho proudový zatížitel vyšší než 200 A. Přídavný materiál vyměníme za nerezový, například za svařovací drát 308 LSi 0,8 5 kg. Tomuto drátu přizpůsobíme i svařovací špičku (používáme špičky s průměrem 0,8 mm). Při výměně přídavného materiálu využijeme funkci podavače drátu a také svářečské kleště pro vyjmutí hubice, špičky a ucvaknutí vyčnívajícího drátu.
Nastavení parametrů pulzní svářečky pro svařování nerezu
Nastavení parametrů je podobné jako v předcházejícím případě, změníme hlavně následující hodnoty:
Program svařování: S-Steel
Tvrdost oblouku: 10 %
Průměr drátu: 0,8 mm
Dofuk: 5,0 s
Svařování nerezu v pulzním režimu metodou MIG/MAG, Zdroj: Solík SK
Nastavení svářečky bude vypadat takto:
Amps = 80 A
Voltage = 27,7 V (46 %)
Tvrdost oblouku (FORCE) = 10 %
Přídavný materiál a svařovací plyn = E308 a Ar98 (program S-Steel)
Průměr drátu = 0,8 mm
MODE = 4T (4takt)
Dohoření (BURN) = 0 %
Vzdálenost vysunutí drátu při svařování (StFd) = 1,0 mm
Předfuk (Preg) = 1,0 s
Dofuk (Post) = 5,0 s
Nastavení pulzního režimu = PulseMIG
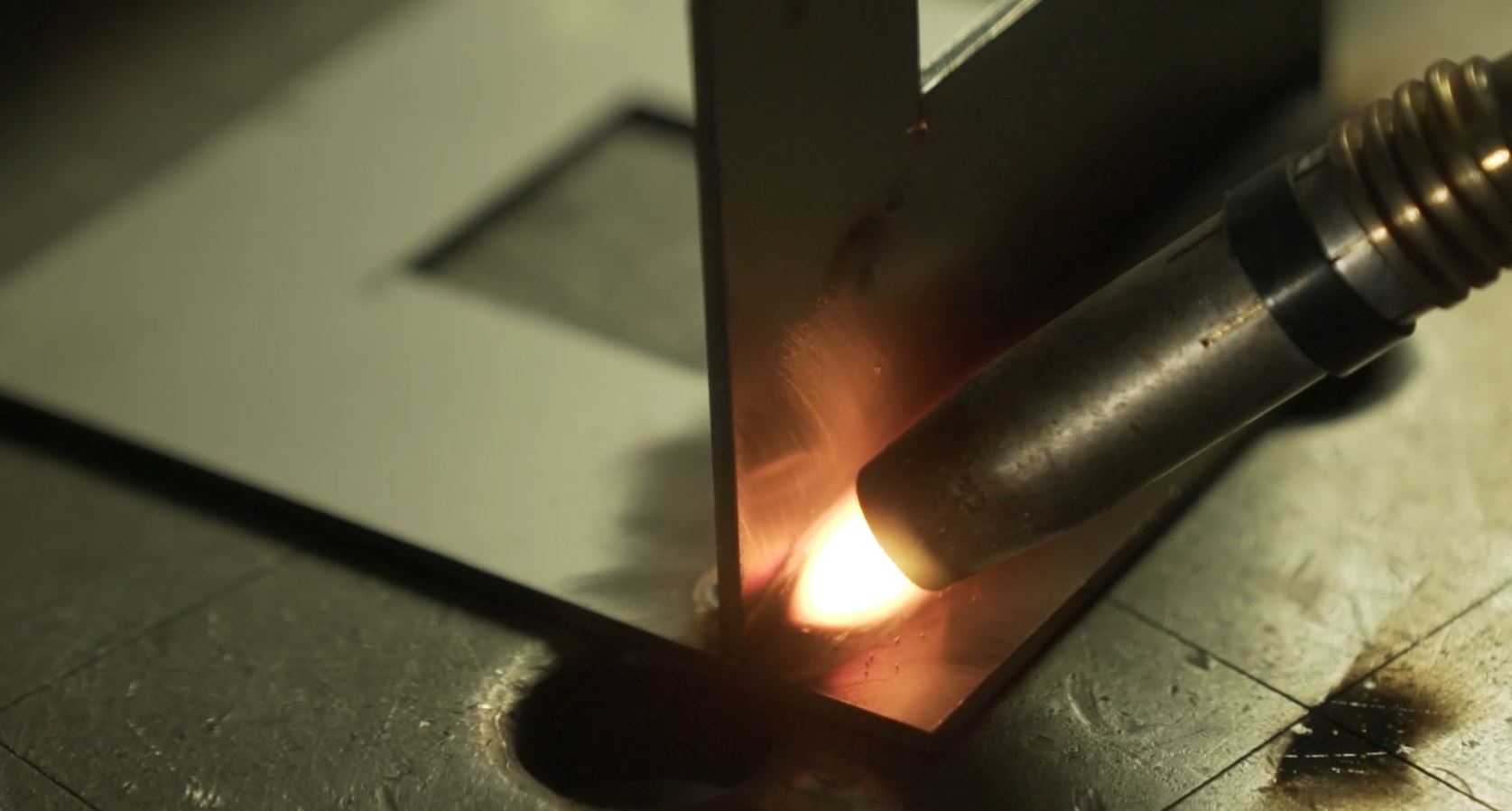
Svařování oceli pulzním režimem a nastavení svařovacího invertoru
Pro svařování oceli v pulzním režimu volíme také plyn MIX, konkrétně lahev s plynem, která obsahuje 82 % argonu a 18 % CO2. V rámci této ukázky jsme zvolili materiál tloušťky 4 mm a drát vhodný pro svařování oceli SG2 v tloušťce 0,8 mm. Nastavení svářečky bylo následující:
Program svařování: Steel MIX
Amps: 100 A (25 %)
Nastavení pulzního režimu: PulseMIG
Průměr drátu: 0,8 mm
Režim 4T (4takt)

Svařování oceli v pulzním režimu invertorovou svářečkou CO2, Zdroj: Solík SK

Výsledný svar po pulzním svařování MIG/MAG, Zdroj: Solík SK
Ochrana zdraví je prvořadá u každé metody svařování
Předtím než se pustíme do svařování jakéhokoliv materiálu, nesmíme zapomenout na ochranu a na vhodné ochranné prostředky – při svařování využijeme svářecí kuklu s filtroventilací, nebo klasickou svářecí kuklu doplněnou o filtraci Optrel Swiss Air, kterou můžeme používat i s kuklami bez přípravy na odsávání. Při svařování hliníku (ale i jiných materiálů) vždy doporučujeme chránit si dýchací cesty. Také nesmíme zapomenout na ochranu těla a chránit se svářečskou zástěrou s rukávníky, ochranným oblekem a svářečskými rukavicemi.
Jaké je hodnocení Fanmig J5 Pulse MOST?
Jde o svářečku v cenové kategorii do 25 000 Kč na svařování hliníku, oceli a nerezu. Díky pulznímu režimu při svařování dosáhnete kvalitních svarů bez rozstřiku. Doporučujeme ji především na svařování tenkých plechů, ale poradí si i se silnějšími materiály. Je ideální pro využití v servisech, dílnách, ale také do výroby.

Svařování materiálu s Fanmig J5 Pulse bez rozstřiků, Zdroj: Solík SK
✔ široký rozsah svařovacích parametrů a nastavení na přehledném ovládacím panelu,
✔ možnost svařovat různé materiály – hliník, nerez, ocel,
✔ pulzní svařování bez rozstřiku,
✔ cenová kategorie do 25 000 Kč (pulzní svářečky častokrát začínají na 37 000 Kč a výše),
✖ hlučnější ventilátor,
✖ zapojení do zásuvky chráněné silnějšími jističi – u jističů B16 může docházet k vyhození pojistek.
Díky těmto vlastnostem doporučujeme Fanmig J5 Pulse opravdu všem, a to i přes menší nevýhody – hlučnějšímu ventilátoru a potřebě zapojení do zásuvky se silnějším jističem. Pevné a houževnaté svary, které s touto invertorovou svářečkou vytvoříte, vás přesvědčí o tom, že Fanmig J5 Pulse MOST je tou správnou volbou pro každého, kdo chce svařovat kvalitně a bez rozstřiku.
váš tým Solík
